 简体中文
简体中文


Comprender las causas fundamentales del daño superficial
La prevención eficaz de los arañazos comienza con la comprensión de dónde y cómo se producen en el flujo de trabajo de producción. Los principales culpables no siempre son obvios. La abrasión puede ocurrir durante la expulsión de piezas del troquel de estampado, durante la manipulación y transferencia entre operaciones, en contenedores o contenedores, durante procesos secundarios como el desbarbado e incluso en el embalaje final. La dureza inherente del acero inoxidable, si bien resiste la deformación, puede ser sorprendentemente susceptible a irritarse y dañarse cuando dos superficies metálicas se deslizan entre sí bajo presión, transfiriendo material y creando rayones visibles. Reconocer estos puntos de fricción es el primer paso hacia la implementación de contramedidas específicas.
Estrategias proactivas: prevención en el origen
La mitigación del daño debe comenzar desde el principio del proceso de fabricación. El objetivo es crear un entorno donde el contacto con la superficie se controle, amortigue o elimine.
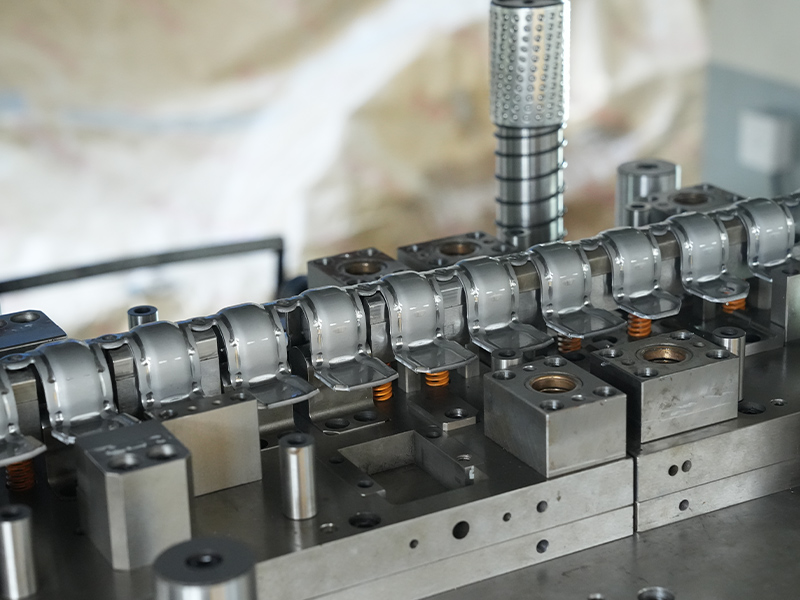
Diseño de herramientas y troqueles para protección
El diseño y mantenimiento del propio troquel de estampado son fundamentales. Las prácticas clave incluyen:
- Utilizar superficies de troquel pulidas con un acabado superficial de alta calidad (por ejemplo, pulido espejo #8) en áreas que entran en contacto con las superficies críticas de la pieza.
- Especificar materiales de troquel apropiados, como acero para herramientas endurecido o insertos de carburo, para resistir el desgaste que puede crear rebabas e imperfecciones que rayan las piezas.
- Implementar sistemas de expulsión controlada que utilizan resortes de nitrógeno o pasadores acolchados para garantizar que las piezas se liberen suavemente y no sean arrastradas por las superficies de acero.
- Aplicar recubrimientos especializados, como nitruro de titanio (TiN) o carbono tipo diamante (DLC), a los componentes del troquel para reducir la fricción y el desgaste adhesivo (excoriación).
Selección de materiales y procesos
Elegir el grado de acero inoxidable y los parámetros de proceso correctos puede influir significativamente en la sensibilidad de la superficie. Los temples recocidos o más blandos pueden ser más propensos a rayarse que el material completamente duro, aunque son más fáciles de moldear. El uso de películas protectoras, ya sea capas de polímero despegables temporales aplicadas a la bobina antes del estampado o lubricantes líquidos con aditivos antirrayas, crea una barrera de sacrificio durante el conformado y la manipulación.
Protocolos de manipulación: el factor humano y del flujo de trabajo
Incluso con herramientas perfectas, el manejo inadecuado es una de las principales causas de daños. Establecer y hacer cumplir estrictos protocolos de manipulación no es negociable para piezas de alto acabado.
- Capacitación del operador: el personal debe usar guantes de algodón o nitrilo limpios y sin pelusa para evitar huellas dactilares y contacto directo con metales. Deben estar capacitados para manipular piezas por sus bordes o superficies no críticas.
- Diseño de estaciones de trabajo: Utilice superficies acolchadas y no abrasivas (por ejemplo, tapetes de PVC, fieltro o silicona) en todas las estaciones de trabajo, áreas de inspección y estaciones de embalaje.
- Separación y almacenamiento de piezas: Nunca permita que las piezas estampadas caigan o se froten a granel. Utilice separadores, divisores o ranuras individuales en las bandejas. Para el almacenamiento durante el proceso, apile las piezas con papel protector intercalado o espuma.

Entornos controlados para operaciones secundarias
Procesos como soldar, esmerilar, pulir y limpiar presentan grandes riesgos. Aislar estas operaciones física o temporalmente de áreas de reunión limpias. Se deben utilizar herramientas y accesorios específicos para evitar la contaminación cruzada con acero al carbono o residuos abrasivos. Por ejemplo, utilice cepillos y ruedas de alambre exclusivamente de acero inoxidable. Se prefieren los sistemas de limpieza automatizados (ultrasónicos, pasivados) al fregado manual, que puede provocar rayones inconsistentes.
Embalaje: la última capa de defensa
El embalaje es el último paso fundamental para preservar la integridad de la superficie durante el envío. El embalaje debe inmovilizar la pieza por completo. Los métodos efectivos comunes incluyen:
| Método de embalaje | Mejor para | Material clave |
| Embalaje VCI (inhibidor de corrosión volátil) | Prevención de la corrosión y la abrasión ligera. | Papel, espuma o película VCI |
| Cavidad de espuma personalizada | Piezas de alto valor o delicadas con geometría compleja | Espuma de polietileno o poliuretano. |
| Bandejas de plástico compartimentadas | Piezas pequeñas y medianas de gran volumen | Plásticos disipadores de estática o conductores |
| Envoltura retráctil/estirable con protectores de bordes | Piezas grandes y planas o unidades ensambladas | Película de polietileno con protectores de esquinas de espuma. |
Inspección, clasificación y acción correctiva
Un proceso de control de calidad sólido es esencial para detectar y abordar los defectos superficiales. La inspección debe realizarse bajo iluminación controlada (a menudo luz blanca LED) en etapas clave: después del estampado, después de las operaciones secundarias y antes del embalaje final. Establezca límites de calidad aceptables (AQL) claros y basados en muestras para rayones en la superficie, definiendo la longitud, profundidad y ubicación permitidas. Cualquier pieza no conforme debe ponerse en cuarentena. Para defectos menores, se puede utilizar un procedimiento de pulido controlado y aprobado que utilice abrasivos progresivamente más finos (por ejemplo, desde correas Scotch-Brite hasta compuestos de pulido de grano fino), pero esto debe manejarse con cuidado para evitar alterar las dimensiones críticas.
Construyendo una cultura de conciencia superficial
En definitiva, evitar arañazos en Piezas de estampado de acero inoxidable No es una solución de un solo paso sino un sistema integral. Requiere integrar consideraciones desde el diseño inicial y la ingeniería de herramientas hasta el muelle de embarque. Los fabricantes más exitosos fomentan una cultura en la que cada miembro del equipo, desde el operador de la prensa hasta el especialista en embalaje, comprende su papel en la preservación de la integridad de la superficie. Esto se logra mediante capacitación continua, procedimientos operativos estándar (POE) claros para el manejo e inversión en los materiales y equipos de protección adecuados, considerándolos no como costos sino como salvaguardas esenciales para la calidad del producto y la satisfacción del cliente.










