简体中文
简体中文
NOTICIAS
Hogar / Noticias / Noticias de la industria / ¿Qué sucede dentro de una fábrica para hacer piezas de estampado de metal?
I. Piezas de estampado de metal: el secreto de la piedra angular de la industria
En el gran mapa de la industria moderna, piezas de estampado son como remaches sólidos indispensables, conectan estrechamente varios enlaces industriales y apoyan la estructura estable de los edificios industriales. Desde los autos en los que confiamos para viajar diario hasta los dispositivos electrónicos que siempre llevamos con nosotros, desde varios electrodomésticos en el hogar hasta componentes clave en el campo de la construcción, las piezas de estampado de metal están en todas partes y su importancia es evidente. Se pueden llamar la piedra angular del campo industrial.
Tome la industria de fabricación de automóviles como ejemplo. Este es uno de los campos críticos más utilizados y críticos para las piezas de estampado de metal. El nacimiento de un automóvil es inseparable de miles de piezas de estampado de metal. Desde la cubierta exterior del cuerpo del automóvil hasta las partes internas del motor, las piezas estructurales del chasis, etc., le dan al automóvil una estructura estable y una apariencia lisa, y tienen varias tensiones y cargas cuando el automóvil conduce a alta velocidad. Su calidad está directamente relacionada con la seguridad, la comodidad y el rendimiento del automóvil. En la industria electrónica, las piezas de estampado de metal también juegan un papel clave. Las conchas de metal, los conectores internos, los terminales y otras partes de precisión de dispositivos electrónicos, como teléfonos móviles, computadoras y cámaras, son obras maestras de la tecnología de estampado de metal. Estas piezas de estampado no solo garantizan el rendimiento eléctrico de los equipos electrónicos, sino que también proporcionan una protección física sólida para ellas, para que el equipo pueda soportar varios impactos externos en el uso diario.
En la industria de los electrodomésticos, la aplicación de piezas de estampado de metal también se puede ver en todas partes. Las conchas, soportes, bases y otras partes de los electrodomésticos, como refrigeradores, lavadoras y aires acondicionados, se fabrican principalmente por estampado. Si bien garantizan la fuerza estructural de los electrodomésticos, también pueden cumplir con la búsqueda de la belleza y la practicidad de los consumidores a través de diseños diversificados. En el campo de la construcción, las piezas de estampado de metal se utilizan para fabricar componentes clave como puertas y ventanas, paredes de cortinas y estructuras de acero. Llevan el enorme peso del edificio y la prueba de varias fuerzas naturales, y han hecho grandes contribuciones a la seguridad y la estabilidad del edificio.
Se debe precisamente a la amplia aplicación y al papel clave de las piezas de estampado de metal en muchas industrias que es particularmente importante explorar su proceso de producción en la fábrica en profundidad. Esto no solo nos ayuda a comprender los secretos de la producción industrial y la tecnología de fabricación avanzada maestra, sino que también proporciona un fuerte apoyo técnico e ideas innovadoras para el desarrollo de industrias relacionadas, y promueve todo el campo industrial para avanzar hacia una dirección más eficiente, precisa e inteligente. Luego, vamos a la fábrica juntos y revelemos el misterio del proceso de producción de estampado de metal.
II. Planificación de planos: Diseño primero
(I) Análisis de demanda y comunicación
En el proceso de producción de las piezas de estampado de metal, el enlace de diseño es como la piedra angular de un edificio, desempeñando un papel vital, y el análisis y la comunicación de la demanda son la clave para abrir la puerta al diseño. Al recibir la tarea de producir piezas de estampado de metal, la primera tarea del diseñador es realizar una comunicación en profundidad y integral con los clientes o departamentos relevantes.
Las necesidades de los clientes a menudo son diversas y complejas, lo que requiere que los diseñadores tengan una visión aguda y excelentes habilidades de comunicación para capturar con precisión cada información clave. En términos de función, las piezas de estampado de metal en diferentes industrias y para diferentes propósitos tienen requisitos funcionales completamente diferentes. Por ejemplo, el estampado de piezas en el campo aeroespacial debe tener características de resistencia y liviana extremadamente altas para resistir el enorme estrés de las aeronaves en entornos complejos de gran altitud, al tiempo que reduce el peso del fuselaje y mejora el rendimiento de la vuelo; Mientras que las piezas de estampado de precisión en equipos electrónicos se centran en una buena conductividad y precisión dimensional para garantizar la transmisión estable de señales electrónicas y el funcionamiento normal del equipo. En términos de rendimiento, los indicadores de rendimiento, como la alta resistencia a la temperatura, la resistencia a la corrosión y la resistencia al desgaste, varían según el escenario de aplicación. Las piezas de estampado dentro del motor del automóvil deben poder trabajar de manera estable durante mucho tiempo bajo altas temperaturas, alta presión y un fuerte entorno de corrosión; Las piezas estructurales de metal utilizadas al aire libre deben tener una excelente resistencia a la intemperie y resistencia a la corrosión para resistir la erosión por factores naturales como el viento, la lluvia y los rayos ultravioleta.
El diseño de apariencia tampoco debe ignorarse. No solo está relacionado con la estética del producto, sino también estrechamente relacionada con la competitividad del mercado del producto. Con la mejora continua del nivel estético de los consumidores, los requisitos para la apariencia del producto se están volviendo cada vez más estrictos. Las conchas de metal de algunos productos electrónicos de alta gama persiguen la suavidad final de las líneas y la exquisita textura superficial para mostrar la calidad de alta gama y el sentido de la moda de los productos; Mientras que las partes de los artículos para el hogar prestan más atención a la coordinación con el estilo general del hogar y agregan belleza al entorno hogareño a través de formas únicas y coincidencia de color.
Para comprender plena y con precisión las necesidades de los clientes, los diseñadores generalmente usan una variedad de métodos de comunicación. Además de la comunicación cara a cara, también mantendrán un contacto cercano con los clientes a través de métodos remotos, como conferencias telefónicas y videoconferencias para garantizar la comunicación oportuna en cualquier situación. Al mismo tiempo, los diseñadores también recopilarán información relevante proporcionada por los clientes, como manuales de productos, especificaciones técnicas, muestras de referencia, etc. Estos materiales son como pistas valiosas para ayudar a los diseñadores a comprender profundamente los detalles de los antecedentes y la demanda del producto. Durante el proceso de comunicación, los diseñadores utilizarán su conocimiento profesional para explicar y guiar algunos requisitos vagos o irrazonables planteados por los clientes, y proporcionar sugerencias y soluciones profesionales, para que el diseño final no solo pueda satisfacer las necesidades reales de los clientes, sino también satisfacer los principios y especificaciones del diseño de ingeniería.
(Ii) dibujo preciso con software CAD
Después de comprender completamente las necesidades de los clientes, los diseñadores utilizarán software profesional como CAD (diseño asistido por computadora) para transformar las ideas en sus mentes en dibujos precisos de productos, que es el enlace central en el proceso de diseño de piezas de estampado de metal. El software CAD se ha convertido en una herramienta indispensable para el diseño industrial moderno con sus poderosas funciones y capacidades de dibujo de alta precisión, proporcionando a los diseñadores un amplio espacio creativo y medios de diseño eficientes.
Al usar el software CAD para dibujar dibujos de productos, los diseñadores primero deben determinar el diseño general y la forma básica del producto. Esto requiere construir el esquema general del producto en el software basado en la información obtenida de la comunicación anterior, combinada con su propia experiencia de diseño y creatividad. Por ejemplo, para un estampado en la cabeza del cilindro de un motor de automóvil, el diseñador primero determinará su forma principal, como un rectángulo o polígono irregular, así como la ubicación y el tamaño aproximado de piezas clave, como varios agujeros de montaje y agujeros de inyectores. En el proceso de determinar la forma básica, el diseñador considerará completamente los requisitos funcionales y el proceso de fabricación del producto para garantizar la racionalidad y la fabricación del diseño.
A continuación, los parámetros clave, como el tamaño del producto, la forma, la tolerancia, etc., se dibujan y anotan con precisión. La precisión dimensional es uno de los indicadores clave de la calidad de las piezas de estampado de metal, que afecta directamente el ensamblaje y el rendimiento del producto. El software CAD proporciona una gran cantidad de herramientas de dibujo y funciones de dimensionamiento precisos. Los diseñadores pueden determinar con precisión el tamaño de cada parte ingresando valores específicos o utilizando herramientas de medición. Por ejemplo, para una parte de estampado de un conector electrónico de precisión, la tolerancia dimensional de sus pines puede ser controlada dentro de ± 0.01 mm, lo que requiere que los diseñadores dibujen y anoten de manera extremadamente precisa en el software CAD para garantizar que el proceso de procesamiento posterior pueda cumplir con este requisito de alta precisión.
El dibujo de formas también requiere un alto grado de precisión. Las piezas de estampado de metal vienen en una variedad de formas, desde piezas planas simples hasta piezas curvas tridimensionales complejas. Para estampar piezas con formas complejas, los diseñadores utilizan la función de modelado de superficie del software CAD para construir con precisión la forma tridimensional del producto creando puntos de control, curvas y superficies. Por ejemplo, la superficie de la cubierta del cuerpo del automóvil generalmente tiene una forma de superficie curva compleja. Los diseñadores deben usar las herramientas avanzadas de modelado de superficie del software CAD, como la superficie NURBS (no uniforme racional B-Spline), para representar con precisión cada curva y cada superficie en la superficie del cuerpo, de modo que no solo cumple con los requisitos de la aerodinámica, sino que también muestra hermosas líneas de apariencia.
El marcado de tolerancia también es una parte importante del proceso de dibujo CAD. La tolerancia se refiere al rango de variación del tamaño permitido, que refleja los requisitos de precisión del producto durante el proceso de fabricación. El diseño de tolerancia razonable no solo puede garantizar la calidad y el rendimiento del producto, sino también reducir el costo de fabricación. Los diseñadores marcarán con precisión el rango de tolerancia de cada tamaño en el dibujo CAD de acuerdo con los requisitos de uso del producto y el nivel de proceso de fabricación. Por ejemplo, para algunas piezas de estampado con altos requisitos para la precisión coincidente, como las partes coincidentes del pistón del motor y el revestimiento del cilindro, el rango de tolerancia puede controlarse muy estrictamente; Mientras que para las dimensiones de algunas partes no críticas, el rango de tolerancia puede relajarse adecuadamente.
Durante el proceso de dibujo, los diseñadores también utilizarán diversas funciones auxiliares de software CAD, como administración de capas, definición de bloque, diseño paramétrico, etc., para mejorar la eficiencia y la precisión del dibujo. La función de gestión de capas puede colocar diferentes tipos de elementos gráficos, como líneas de contorno, líneas de dimensión, anotaciones de tolerancia, etc., en diferentes capas para una fácil gestión y edición; La función de definición de bloque puede definir algunos elementos gráficos de uso común, como piezas estándar, símbolos, etc., como bloques para una fácil reutilización; La función de diseño paramétrico permite a los diseñadores actualizar automáticamente los gráficos modificando los parámetros, mejorando en gran medida la flexibilidad y la eficiencia del diseño.
(Iii) Revisión y optimización de diseño
Cuando se completa el dibujo CAD, no significa el final del trabajo de diseño. A continuación, es necesario organizar múltiples partes para realizar revisiones de diseño, que es un enlace importante para garantizar la calidad del diseño, descubrir posibles problemas y optimizar. El diseño de la revisión es un proceso de lluvia de ideas. Al invitar a personas de diferentes orígenes profesionales a participar, el plan de diseño se revisa y evalúa profundamente y se evalúa profundamente desde múltiples ángulos.
Las personas involucradas en la revisión del diseño generalmente incluyen diseñadores, ingenieros de procesos, ingenieros de moho, personal de control de calidad, gerentes de producción y representantes de clientes. Como el principal creador del plan de diseño, el diseñador es responsable de introducir las ideas de diseño, las funciones del producto, las características estructurales y la base para determinar varios parámetros en detalle; El ingeniero de procesos evalúa la viabilidad del plan de diseño en el proceso de producción real desde la perspectiva del proceso de fabricación, incluida la selección del proceso de estampado, la dificultad del diseño y la fabricación de moho, la aplicabilidad de los equipos de producción, etc.; El ingeniero de moho se centrará en el diseño estructural, el cálculo de la resistencia, la predicción de la vida y el mantenimiento del molde; El personal de control de calidad revisará estrictamente la precisión dimensional del producto, la calidad de la superficie, los indicadores de rendimiento y otros aspectos de acuerdo con los estándares de calidad y las especificaciones de inspección para garantizar que el plan de diseño pueda cumplir con los requisitos de calidad; El personal de gestión de la producción considerará factores como la eficiencia de la producción, el control de costos y la planificación de la producción, y presentará sugerencias de optimización para hacer que el plan de diseño esté más en línea con la realidad de producción; El representante del cliente expresará opiniones sobre las funciones, la apariencia y la experiencia del usuario del producto desde la perspectiva del usuario para garantizar que el plan de diseño pueda satisfacer las necesidades y expectativas del cliente.
Durante el proceso de revisión, el personal de todas las partes realizará una revisión detallada de los dibujos de diseño y planteará preguntas y sugerencias desde diferentes ángulos. Por ejemplo, un ingeniero de procesos puede encontrar que la disposición de un proceso de estampado no es razonable, lo que resulta en una baja eficiencia de producción o una mayor tasa de desecho. En este momento, es necesario discutir con el diseñador ajustar la secuencia del proceso de estampado o mejorar la estructura del molde; El ingeniero de moho puede señalar que una determinada parte del molde no es lo suficientemente fuerte y es propensa al daño durante el uso, y la selección de material o el diseño estructural del molde deben optimizarse; El personal de control de calidad puede encontrar que un cierto requisito de tolerancia dimensional del producto es demasiado estricto y difícil de garantizar en las condiciones de producción existentes. Es necesario negociar con el diseñador para relajar adecuadamente el rango de tolerancia al tiempo que garantiza que la calidad del producto no se vea afectada; El representante del cliente puede proponer algunas sugerencias de modificación sobre el diseño de apariencia del producto, como color, forma, método de tratamiento de superficie, etc. El diseñador realizará ajustes y optimizaciones correspondientes al plan de diseño basado en los comentarios del cliente.
Para las preguntas y sugerencias planteadas durante el proceso de revisión, el equipo de diseño realizará análisis en profundidad e investigación y formulará las medidas de optimización correspondientes. Esto puede implicar modificaciones parciales a los dibujos de diseño, como los parámetros de ajuste como el tamaño, la forma, la tolerancia, etc.; También puede requerir una reconceptualización y optimización de todo el plan de diseño, como cambiar la forma estructural, la selección de materiales o el proceso de estampado del producto. Durante el proceso de optimización, el equipo de diseño utilizará plenamente las funciones del software CAD para simular y analizar el plan de diseño modificado y verificarlo para garantizar que el plan de diseño optimizado pueda cumplir con varios requisitos y evitar problemas en el proceso de producción real.
La revisión y optimización del diseño es un proceso iterativo. El plan de diseño no se finalizará hasta que todas las partes lleguen a un consenso sobre el plan de diseño y crean que el plan de diseño ha considerado completamente la función del producto, el rendimiento, la apariencia, el proceso de fabricación, el control de calidad, la eficiencia de producción y el costo y otros factores, y es científico y factible, sometiendo una base sólida para la fabricación de moho y la producción de estampados posteriores.
Iii. Selección de material: la fuente de calidad
(I) Propiedades y adaptabilidad del material
La selección de materiales juega un papel vital en la producción de piezas de estampado de metal, al igual que la piedra angular de un edificio de gran altura, y es un factor clave para garantizar la calidad y el rendimiento del producto. Los materiales metálicos comunes, como las placas de acero enrolladas en frío, las placas de acero inoxidable, las placas de aluminio, etc., cada uno tiene características únicas, que determinan su adaptabilidad en diferentes productos.
Las placas de acero en frío, conocidas por su buena calidad de superficie y precisión dimensional, son como un delicado artesano que puede crear productos de alta precisión. Sus propiedades mecánicas y su rendimiento del proceso también son relativamente buenas, y es fácil realizar estampados, flexiones y otras operaciones de procesamiento, al igual que un bailarín calificado, que muestra una postura elegante durante el proceso de procesamiento. Sin embargo, la resistencia a la corrosión de las placas de acero enrolladas en frío es relativamente débil, al igual que una flor delicada que necesita un cuidado adicional. En algunos productos que no requieren alta resistencia a la corrosión, pero tienen altos requisitos para la precisión dimensional y la calidad de la superficie, como la carcasa de equipos electrónicos y pequeñas piezas mecánicas, las placas de acero enrolladas en frío son una opción ideal. Por ejemplo, a menudo se usan placas de acero enrolladas en frío en la fabricación de conchas de teléfonos móviles. El proceso de estampado se utiliza para dar forma a la apariencia exquisita, y luego el tratamiento de la superficie se realiza para que tenga una apariencia hermosa y ciertas propiedades protectoras.
Las placas de acero inoxidable se conocen como los "guardias de acero" en la industria del material por su excelente resistencia a la corrosión y alta resistencia. Ya sea en un entorno húmedo o frente a la erosión química, puede adherirse a su poste y mantener un rendimiento estable. Su superficie es suave y hermosa, con buena resistencia a la oxidación y resistencia al desgaste, como un guerrero en armadura, sin miedo a los desafíos externos. Las placas de acero inoxidable se utilizan ampliamente en procesamiento de alimentos, equipos médicos, decoración arquitectónica y otros campos. Por ejemplo, los contenedores, las tuberías y otras piezas en los equipos de procesamiento de alimentos requieren resistencia a la corrosión extremadamente alta porque necesitan contactar a varios alimentos y detergentes. Las placas de acero inoxidable pueden satisfacer bien esta demanda y garantizar la seguridad y la higiene del equipo; En la decoración arquitectónica, las placas de acero inoxidable a menudo se usan para hacer barandas, paredes de cortinas, etc., que no solo pueden proporcionar un soporte estructural sólido, sino que también muestran una estética moderna y moderna.
La lámina de aluminio se favorece por su peso ligero, buena conductividad eléctrica y conductividad térmica. Es como un mensajero ligero y juega un papel importante en algunos campos con estrictos requisitos de peso. Tiene una fuerte plasticidad y es fácil de procesar en varias formas. Es como un artista creativo que puede dar forma a la hoja de aluminio en varias formas exquisitas. Al mismo tiempo, la lámina de aluminio también tiene buena resistencia a la corrosión. Puede formar una película protectora densa de óxido de aluminio en el aire para proteger su interior de la erosión. La lámina de aluminio se puede ver en todas partes en industrias como aeroespacial, productos electrónicos y fabricación de automóviles. En el campo del aeroespacial, para reducir el peso de la aeronave y mejorar el rendimiento del vuelo, la lámina de aluminio se usa ampliamente en la fabricación de alas de aeronaves, fuselajes y otras piezas; En los productos electrónicos, la lámina de aluminio a menudo se usa para hacer disipadores de calor, utilizando su buena conductividad térmica para disipar de manera efectiva el calor y garantizar el funcionamiento estable de los equipos electrónicos.
Al seleccionar materiales, es necesario considerar de manera integral las necesidades específicas del producto. En términos de resistencia, si el producto necesita soportar grandes fuerzas externas, como piezas estructurales automotrices, piezas de transmisión mecánica, etc., es necesario elegir materiales con mayor resistencia, como láminas de acero enrolladas en frío o láminas de acero inoxidable. Para algunos productos con altos requisitos de dureza, como resortes y conectores, la tenacidad del material se convierte en un factor clave, y es necesario garantizar que el material no sea fácil de romper cuando se somete a la fuerza. En términos de resistencia a la corrosión, como el procesamiento de alimentos y los equipos médicos mencionados anteriormente, se deben seleccionar materiales con buena resistencia a la corrosión para garantizar la seguridad de seguridad y servicio del producto.
Además de estas características básicas, no se pueden ignorar factores como el costo del material y la maquinabilidad. El costo es uno de los factores importantes que deben considerarse en la producción empresarial. Con la premisa de cumplir con los requisitos de rendimiento del producto, elegir materiales de bajo costo puede reducir los costos de producción y mejorar la competitividad de las empresas. La maquinabilidad de los materiales también afecta directamente la eficiencia de producción y la calidad del producto. Por ejemplo, aunque algunos materiales tienen un rendimiento excelente, son difíciles de procesar y pueden requerir tecnología de procesamiento especial y equipos, lo que aumentará la complejidad y el costo de producción. Por lo tanto, al seleccionar materiales, es necesario sopesar varios factores y encontrar el material que mejor se adapte a los requisitos del producto.
(Ii) proceso de pretratamiento material
En el proceso de producción de las piezas de estampado de metal, el proceso de pretratamiento del material es un enlace indispensable e importante, al igual que un ensayo cuidadoso antes de un rendimiento maravilloso, estableciendo una base sólida para el procesamiento posterior y la calidad del producto. El proceso de pretratamiento incluye principalmente procesos de corte de material, clasificación y tratamiento de superficie, como limpieza, desengrasamiento y abarrotes de arena.
El corte de material es el proceso de dividir las materias primas de acuerdo con el tamaño y la forma requeridos. Es como un sastre preciso que corta grandes piezas de tela en tamaños adecuados. Durante el proceso de corte, es necesario seleccionar un método de corte adecuado de acuerdo con el tipo y el grosor del material y los requisitos del producto. Los métodos de corte comunes incluyen corte de sierra, corte de plasma, corte con láser, etc. El corte de sierra es un método más común. Corta materiales metálicos a través de la rotación de alta velocidad de la cuchilla de sierra. Es adecuado para cortar láminas de metal más gruesas; El corte de plasma utiliza flujo de gas de plasma de alta temperatura y alta velocidad para derretir y eliminar los materiales metálicos para lograr el propósito de cortar. Este método tiene una velocidad de corte rápida y alta precisión, y es adecuado para cortar materiales metálicos de varias formas; El corte láser utiliza haces láser de alta energía para derretir y vaporizar los materiales metálicos para lograr el efecto de corte. Su precisión de corte es extremadamente alta y puede lograr el corte de formas complejas. A menudo se usa para cortar piezas metálicas de alta precisión.
El proceso de finalización es principalmente para inspeccionar y recortar los materiales de corte, eliminar las rebabas, los destellos y otros defectos en la superficie de los materiales, hacer que la superficie sea plana y suave, y proporcione una buena base para el procesamiento posterior. Este proceso es como una esteticista cuidadosa, modificando cuidadosamente los materiales para que se vean nuevos.
El proceso de limpieza y desengrasamiento es eliminar contaminantes como el aceite, el polvo y las impurezas en la superficie de los materiales para garantizar la limpieza de la superficie de los materiales. Si estos contaminantes no se eliminan a tiempo, afectarán la calidad de procesamiento posterior. Por ejemplo, durante el proceso de estampado, el aceite puede causar un mayor desgaste del molde y afectar la calidad de la superficie de las piezas de estampado; Durante el proceso de soldadura, las impurezas pueden causar defectos de soldadura y reducir la resistencia a la soldadura. Los métodos de limpieza comunes incluyen limpieza química y limpieza ultrasónica. La limpieza química utiliza reactivos químicos para reaccionar con el aceite para disolverlo o emulsionarlo, logrando así el propósito de eliminar el aceite; La limpieza ultrasónica utiliza el efecto de cavitación del ultrasonido para producir pequeñas burbujas en el líquido. La fuerza de impacto generada cuando la explosión de las burbujas puede despegar el aceite y las impurezas de la superficie del material para lograr el efecto de limpieza.
El proceso de arena es impactar la superficie del material con partículas de arena de alta velocidad para eliminar la escala de óxido, óxido, etc. en la superficie, y al mismo tiempo hacer que la superficie del material forme un cierto grado de rugosidad para aumentar la adhesión de la superficie. Este proceso es como un limpiador diligente, que elimina a fondo la suciedad en la superficie del material y crea buenas condiciones para el tratamiento de superficie posterior y la adhesión de recubrimiento. Por ejemplo, antes del tratamiento de la superficie, como la pintura y la electroplatación, la arena puede hacer que el recubrimiento se adhiera mejor a la superficie del material y mejorar la durabilidad y el rendimiento protector del recubrimiento.
El proceso de pretratamiento del material es de gran importancia para el procesamiento posterior y la calidad del producto. Se garantiza la calidad de la superficie del material pretratado, lo que puede ajustar mejor el moho, reducir la fricción y el desgaste durante el proceso de estampado y mejorar la precisión dimensional y la calidad de la superficie de las piezas de estampado. Una superficie limpia ayuda a mejorar la calidad de los procesos posteriores, como la soldadura y la pintura, lo que hace que la soldadura sea más sólida y el recubrimiento más uniforme y sólido, mejorando así el rendimiento general y la vida útil del producto. Si el proceso de pretratamiento no está en su lugar, pueden ocurrir varios problemas de calidad en el producto, como defectos superficiales, desviaciones dimensionales y una disminución de la resistencia a la corrosión, lo que afectará seriamente la calidad y la competitividad del mercado del producto. Por lo tanto, en el proceso de producción de las piezas de estampado de metal, debemos adjuntar gran importancia al proceso de pretratamiento del material, seguir estrictamente los requisitos del proceso y garantizar la calidad del pretratamiento del material.
IV. Fabricación de moho: creación de herramientas clave
(I) Concepción ingeniosa del diseño de moho
El diseño del moho, como el enlace central de la producción de estampado de metal, es como una actuación de sinfonía precisa. Cada nota es crucial, y su ingeniosa concepción corre a través de todo el proceso. Según los dibujos de diseño de productos, los diseñadores de moho utilizan un profundo conocimiento profesional y una rica experiencia práctica para comenzar este viaje de diseño complejo y creativo.
Al diseñar la estructura del molde, el diseñador debe ser como un arquitecto cuidadosamente presentado, teniendo en cuenta la forma, el tamaño y los requisitos del proceso de estampado del producto. Para piezas de estampado de forma simple, como juntas planas, la estructura del molde es relativamente directa, y los moldes simples de un solo proceso generalmente se usan para completar el estampado. Para piezas de estampado en forma de complejo, como cubiertas de automóviles, tienen superficies curvas irregulares y numerosos agujeros, surcos y otras características, lo que requiere que los diseñadores diseñen troqueles progresivos múltiples complejos o moldes compuestos. Los troqueles progresivos múltiples pueden completar múltiples procesos de estampado en un dado, y producir eficientemente piezas de estampado con formas complejas a través de la alimentación y el estampado continuo; Los troqueles compuestos pueden completar múltiples procesos de estampado en la misma estación al mismo tiempo, como blaning, perforación, flexión, etc., reduciendo el error de posicionamiento de estampar piezas y mejorar la precisión de los productos.
El diseño de forma del molde también requiere un alto grado de precisión e innovación. Debe adaptarse perfectamente a la forma del producto, al igual que la ropa hecha a medida. Por ejemplo, para una parte de estampado de un producto electrónico que alberga una forma única, el diseño de la forma del molde necesita replicar con precisión la forma del producto, incluidos cada arco y cada esquina. Los diseñadores utilizarán la tecnología avanzada de modelado 3D para construir un modelo preciso del molde en la computadora, y optimizarán la forma del molde a través del análisis de simulación para garantizar que durante el proceso de estampado, el material pueda fluir de manera uniforme, llenar la cavidad del moho y formar una forma de producto que cumpla con los requisitos.
La determinación precisa del tamaño es la clave para el diseño de moho. Cualquier ligera desviación dimensional puede conducir a problemas de calidad de estampado de piezas, como tolerancia dimensional y un ensamblaje deficiente. Los diseñadores calcularán con precisión las dimensiones del molde en función de los requisitos de tamaño del producto, combinados con las características de deformación del material y las características del proceso de estampado. Por ejemplo, al diseñar un molde para estampar engranajes de precisión, los requisitos de precisión del tamaño del perfil del diente de engranajes son extremadamente altos. Los diseñadores deben tener en cuenta la deformación elástica y la deformación plástica del material durante el proceso de estampado, así como el desgaste del molde y otros factores, y determinar con precisión el tamaño del perfil del diente de moho para garantizar que el engranaje estampado cumpla con los requisitos de diseño.
Durante el proceso de diseño, la deformación del material y la distribución de tensión son factores en los que los diseñadores deben centrarse. Los materiales se someterán a deformaciones complejas durante el proceso de estampado, como estiramiento, compresión, flexión, etc. Los diferentes métodos de deformación producirán diferentes distribuciones de estrés. Si el diseño del molde no es razonable, puede causar deformación de material desigual, arrugas, grietas y otros defectos, y la concentración excesiva de tensión también afectará la vida útil del moho. Para abordar estos problemas, los diseñadores utilizarán el conocimiento de la mecánica de materiales y la mecánica de plasticidad para simular y analizar el proceso de estampado. A través de la simulación, podemos comprender intuitivamente el proceso de deformación y la distribución de la tensión del material, para optimizar la estructura y la forma del molde, como establecer razonablemente el radio del filete del molde, el espacio de moho convexo y cóncavo y otros parámetros, para que la deformación del material sea más uniforme, se reduzca la concentración de estrés y se reduzca la calidad de las partes de estampado y la vida de la vida del molde.
El diseño de moho también debe considerar la eficiencia de producción y los factores de costo. Con la premisa de garantizar la calidad del producto, los diseñadores se esforzarán por diseñar moldes eficientes y de bajo costo. Por ejemplo, al optimizar la estructura del molde, reducir la dificultad de fabricación y el tiempo de procesamiento del molde y mejorar la eficiencia de producción; Seleccionar razonablemente los materiales de moho, mientras cumple con los requisitos de rendimiento del moho, reduciendo los costos de los materiales. Al mismo tiempo, los diseñadores también considerarán la conveniencia del mantenimiento y el mantenimiento del moho, para que el moho pueda mantener un buen rendimiento durante el uso a largo plazo y reducir los costos de mantenimiento.
(Ii) Aplicación de tecnología de fabricación avanzada
En el campo de la fabricación de moho, la aplicación de tecnología de fabricación avanzada es como un par de alas potentes para la fabricación de moho, lo que le permite lograr excelentes estándares de alta precisión y alta durabilidad. Las tecnologías avanzadas como el mecanizado CNC y el EDM se han convertido en un medio clave indispensable de fabricación moderna de moho.
El mecanizado CNC (control numérico de la computadora) juega un papel central en la fabricación de moho con su alto grado de automatización y precisión. Controla el movimiento de las máquinas herramientas a través de programas de computadora para lograr un mecanizado preciso de las piezas de moho. Durante el proceso de mecanizado, las máquinas herramientas CNC pueden controlar con precisión la ruta y los parámetros de corte de la herramienta de acuerdo con el programa preprogramado, logrando así el mecanizado de formas complejas y las dimensiones de alta precisión de las piezas de moho. Por ejemplo, al mecanizar la cavidad y el núcleo del molde, el mecanizado CNC puede controlar la rugosidad de la superficie de las partes del moho a un nivel extremadamente bajo a través de la fresado de alta velocidad, el perfor de la precisión y otros procesos, y la precisión dimensional alcanza el nivel de micras. En comparación con los métodos de mecanizado tradicionales, el mecanizado CNC tiene las ventajas de la alta eficiencia del mecanizado, la precisión estable y la buena repetibilidad, lo que puede acortar en gran medida el ciclo de fabricación del moho y mejorar la calidad del moho.
El mecanizado electropark, como un método de mecanizado no tradicional, tiene ventajas únicas en la fabricación de moho. Utiliza la alta temperatura generada por la descarga para corroer y eliminar los materiales metálicos, logrando así el mecanizado de piezas de moho. Este método de mecanizado es particularmente adecuado para mecanizar piezas de moho con alta dureza y formas complejas, como moldes con agujeros finos, surcos estrechos, contornos de forma especial y otras características. Al mecanizar la estructura fina de los moldes de precisión, EDM puede lograr un mecanizado preciso de los tamaños pequeños controlando con precisión los parámetros de descarga, y su precisión de mecanizado puede alcanzar el nivel submicrónico. EDM también puede procesar algunos materiales que son difíciles de procesar con métodos de mecanizado tradicionales, como carburo cementado, acero endurecido, etc., que proporcionan más opciones de materiales para la fabricación de moho.
Al usar estos procesos de fabricación avanzados, los operadores deben tener habilidades profesionales y una rica experiencia. Deben estar familiarizados con los métodos de rendimiento y operación de varios equipos de procesamiento, y poder seleccionar razonablemente procesos y parámetros de procesamiento de acuerdo con las características y requisitos de las piezas de moho. Al realizar mecanizado CNC, los operadores deben compilar con precisión los programas de mecanizado, teniendo en cuenta factores como la selección de herramientas, la velocidad de corte, la velocidad de alimentación, etc. para garantizar la calidad y la eficiencia del mecanizado. Al realizar EDM, los operadores deben ser competentes para ajustar los parámetros de descarga, como la corriente de descarga, el tiempo de descarga, el intervalo de pulso, etc., para controlar la precisión del mecanizado y la calidad de la superficie. Al mismo tiempo, los operadores también deben tener un buen sentido de calidad y responsabilidad, operar estrictamente de acuerdo con los requisitos del proceso y garantizar que cada parte del moho cumpla con los estándares de calidad.
El uso de procesos de fabricación avanzados también requiere el soporte de equipos avanzados y un sistema de gestión de sonido. Las empresas deben invertir mucho dinero para introducir centros avanzados de mecanizado CNC, máquinas EDM y otros equipos, y mantener y atender regularmente el equipo para garantizar la precisión y el rendimiento del equipo. Las empresas también deben establecer un sistema de gestión de calidad completo para monitorear todo el proceso de fabricación de moho, desde la inspección de materias primas hasta la inspección de calidad del proceso de procesamiento y luego hasta la aceptación del producto terminado. Cada enlace está estrictamente controlado para garantizar la calidad estable y confiable del moho.
(Iii) Puntos clave del control de calidad del moho
El control de la calidad del moho es la clave para garantizar la producción suave de piezas de estampado de metal y la estabilidad de la calidad del producto. Es como configurar un punto de control sólido en la cadena de producción, y no se puede perder cada enlace. En el proceso de fabricación de moho, se llevan a cabo estrictos enlaces de inspección de calidad en todas partes, desde la etapa de diseño del molde hasta la aceptación final después de que se completa el procesamiento. Cada paso tiene medidas de inspección de calidad correspondientes para garantizar que la calidad del moho cumpla con altos estándares.
La detección de precisión dimensional es uno de los enlaces importantes en la detección de calidad de moho. La precisión dimensional del molde afecta directamente la precisión dimensional y el rendimiento del ensamblaje de las piezas de estampado. Durante el proceso de procesamiento de moho, se utilizan varios equipos de medición de alta precisión, como máquinas de medición de tres coordenadas e interferómetros láser, para medir con precisión las dimensiones clave del moho. La máquina de medición de tres coordenadas puede calcular con precisión la desviación dimensional del molde midiendo las coordenadas de múltiples puntos en la superficie del molde, y su precisión de medición puede alcanzar el nivel de micras. Al detectar el tamaño de la cavidad del molde, la máquina de medición de tres coordenadas puede medir de manera rápida y precisa la longitud, el ancho, la profundidad y otras dimensiones de la cavidad, y compararlas con los dibujos de diseño para determinar si las dimensiones cumplen con los requisitos. Para algunas partes de moho con formas complejas, los métodos de medición sin contacto, como la medición óptica y el escaneo láser, también se utilizan para obtener información dimensional más integral y precisa.
La detección de rugosidad de la superficie tampoco debe ignorarse. La rugosidad de la superficie del molde afectará la calidad de la superficie y el rendimiento del desmoldeamiento de las piezas de estampado. Si la superficie del molde es rugosa, las piezas de estampado son propensas a defectos como la tensión y los rasguños durante el desmoldeamiento, y la fricción entre el molde y las piezas de estampado también aumentará, lo que afectará la precisión dimensional y la eficiencia de producción de las piezas de estampado. Al detectar la rugosidad de la superficie del molde, generalmente se usa un instrumento de medición de rugosidad de la superficie para medir la desigualdad microscópica de la superficie del molde a través de un método de medición óptico o lápiz óptico. De acuerdo con los requisitos de uso y los estándares de la industria del molde, se determina el rango permitido de la rugosidad de la superficie del moho. Para las superficies de moho que no cumplan con los requisitos, se llevarán a cabo el pulido, la rectificación y otros tratamientos correspondientes para reducir la rugosidad de la superficie y mejorar la calidad de la superficie del moho.
Además de la precisión dimensional y la detección de rugosidad de la superficie, la detección de dureza del moho también es una parte importante del control de calidad. La dureza del molde está directamente relacionada con su resistencia al desgaste y su vida útil. Durante el proceso de fabricación de moho, las partes clave del moho, como los moldes convexos y cóncavos, núcleos, etc., se analizarán por dureza. Los métodos de prueba de dureza de uso común incluyen la prueba de dureza de Rockwell, la prueba de dureza de Brinell, la prueba de dureza de Vickers, etc. A través de la prueba de dureza, se puede juzgar si el tratamiento térmico del material del moho es adecuado y si se alcanza el valor de dureza requerido por el diseño. Si la dureza del moho es insuficiente, el desgaste y la deformación son propensos a ocurrir durante el proceso de estampado, lo que afecta la vida útil del molde y la calidad de las piezas de estampado; Si la dureza del molde es demasiado alta, aumentará la fragilidad del molde y causará fácilmente defectos como el agrietamiento. Por lo tanto, el control razonable de la dureza del moho es uno de los factores importantes para garantizar la calidad del moho.
Durante el proceso de fabricación de moho, también se llevarán a cabo otras inspecciones de calidad, como la inspección de integridad estructural del moho, la inspección del rendimiento del material, la inspección de precisión del ensamblaje, etc. La prueba de integridad estructural del molde verifica principalmente si todas las partes del moho están completas y si hay defectos como grietas, agujeros y poros; La prueba de rendimiento del material es probar la composición química y las propiedades mecánicas del material del moho para garantizar que el material cumpla con los requisitos de diseño; La prueba de precisión del ensamblaje es verificar la precisión de coincidencia entre las diversas partes del molde después de ensamblar el molde, como el espacio entre los moldes masculinos y femeninos, la precisión coincidente de los pasadores de guía y las mangas de guía, etc., para garantizar que el molde pueda funcionar normalmente durante el uso.
Para garantizar la calidad del moho, también es necesario establecer un sistema de gestión de calidad completo y un sistema de trazabilidad. La compañía formulará estándares de calidad estrictos y especificaciones de inspección para aclarar los requisitos y métodos de cada enlace de inspección de calidad. Al mismo tiempo, el proceso de fabricación de cada molde se registrará en detalle, incluida la información de adquisición de las materias primas, los parámetros de procesamiento, los datos de inspección de calidad, etc., de modo que cuando ocurran problemas de calidad, la causa raíz del problema se remonta rápidamente y se pueden tomar medidas de mejora correspondientes. A través del control de calidad estricto y un sistema de gestión perfecto, la calidad del moho puede mejorarse de manera efectiva, proporcionando garantías confiables para la producción de piezas de estampado de metal.
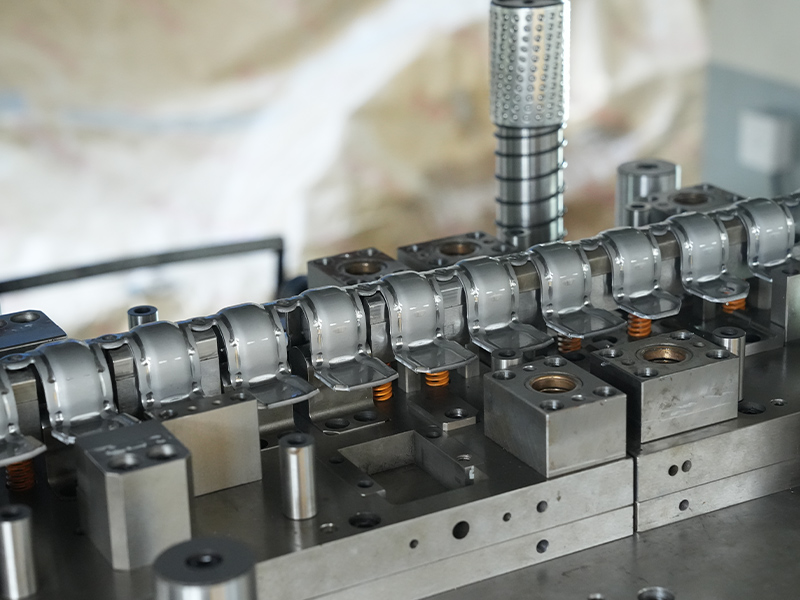
V. Estampado: transformación del núcleo
(I) Tipos y características del equipo de perforación
En el proceso de producción de las piezas de estampado de metal, el equipo de perforación es una herramienta clave para la deformación del material, al igual que una cuchilla afilada en el campo de batalla. Su rendimiento y características afectan directamente la calidad y la eficiencia del estampado. El golpe mecánico y el golpe hidráulico son dos tipos comunes de máquinas de perforación, cada una con su propio principio de trabajo único, escenarios aplicables, ventajas y desventajas.
El principio de funcionamiento de la máquina de perforación mecánica se basa en el diseño ingenioso del mecanismo de la biela de conexión a la manivela. Al igual que un bailarín preciso, impulsa la manivela a girar a través de correas y engranajes debajo de la unidad del motor, y luego el mecanismo de la biela de conexión de cigüeñal convierte el movimiento de rotación en el movimiento lineal recíproco del control deslizante, realizando así el estampado de materiales metálicos. Al estampar una pequeña parte de metal, el motor impulsa el volante para girar a alta velocidad para acumular energía. Cuando el embrague está activado, la energía cinética del volante se transmite a la manivela, lo que hace que el control deslizante se mueva hacia abajo rápidamente, ejerciendo una gran fuerza de impacto en el material metálico colocado en el molde, lo que hace que se someta a la deformación plástica al instante, completando el proceso de estampado. Este tipo de golpe tiene características distintas. Su velocidad de golpe es rápida, y puede alcanzar una frecuencia de perforación de docenas o incluso cientos de veces por minuto. Es tan rápido como un rayo y puede satisfacer las necesidades de la producción en masa. Al producir pequeños accesorios de hardware, los golpes mecánicos pueden golpear a alta velocidad y continuamente, mejorando en gran medida la eficiencia de producción. Su estructura es relativamente simple, fácil de mantener y mantener, y reduce el costo de mantenimiento y el tiempo de inactividad del equipo. Los golpes mecánicos también tienen algunas limitaciones. Su fuerza de impacto es relativamente fija, y es difícil ajustarla con precisión de acuerdo con diferentes materiales y procesos de estampado. Al igual que un hombre fuerte que carece de flexibilidad, puede ser incapaz de hacer frente a las complejas necesidades de estampado. Además, su carrera de estampado generalmente es fija. Al procesar piezas de trabajo de diferentes alturas, puede ser necesario reemplazar el molde o hacer ajustes complejos.
Los golpes hidráulicos usan la potente fuerza del sistema hidráulico para impulsar el control deslizante a moverse, al igual que un gigante con potencia infinita. Convierte la energía hidráulica en energía mecánica a través del cilindro hidráulico para lograr el estampado de materiales metálicos. Cuando la bomba hidráulica entrega aceite de alta presión al cilindro, el pistón en el cilindro impulsa el control deslizante para moverse hacia arriba y hacia abajo suavemente bajo la acción de la presión del aceite, ejerciendo presión uniforme sobre el material metálico. Al procesar grandes cubiertas de automóviles, las máquinas de perforación hidráulica pueden proporcionar una presión enorme y estable para deformar las hojas de metal de manera uniforme y garantizar la forma y la precisión dimensional de las cubiertas. Las ventajas de las máquinas de puñetazo hidráulico son significativas. Son poderosos y pueden generar grandes fuerzas de trabajo y poder de trabajo. Pueden hacer frente fácilmente a golpes, corte, formación y otras operaciones de procesamiento de metales de placa gruesas. Son ideales para procesar piezas metálicas grandes y de paredes gruesas. El proceso de procesamiento es estable. El sistema hidráulico puede garantizar el movimiento suave del control deslizante, y no es fácil de sacudir y vibrar, asegurando así la consistencia y precisión del procesamiento. Es como un maestro tranquilo que puede completar con precisión cada estampado. La velocidad de la máquina de perforación hidráulica es ajustable, y se puede ajustar de manera flexible de acuerdo con diferentes materiales de pieza de trabajo, métodos de procesamiento y tamaños de estampado para lograr el mejor efecto de procesamiento. Tiene una fuerte adaptabilidad y puede cumplir con los requisitos de varios procesos de estampado complejos. Sin embargo, la máquina de puñetazo hidráulico no es perfecta. Su precisión es relativamente baja, y puede no cumplir con los requisitos para algunas piezas de estampado de precisión que requieren una precisión dimensional extremadamente alta. Además, el consumo de energía es alto. El sistema hidráulico consume mucha energía durante el proceso de trabajo, lo que aumenta el costo de producción. Su costo de mantenimiento también es relativamente alto. El aceite hidráulico en el sistema hidráulico debe ser reemplazado e inspeccionado regularmente, y los componentes hidráulicos también deben repararse y reemplazarse regularmente. Los requisitos técnicos para los operadores también son altos, y necesitan tener ciertos conocimientos hidráulicos y habilidades operativas.
Al elegir una máquina de perforación, debe considerar muchos factores de manera integral. La forma y el tamaño del producto son una de las consideraciones importantes. Para estampar piezas con formas simples y tamaños pequeños, como juntas pequeñas y remaches, la capacidad de estampado de alta velocidad y la estructura relativamente simple del golpe mecánico pueden satisfacer las necesidades de producción, y el costo es bajo; Mientras que para estampar piezas con formas complejas y tamaños grandes, como cubiertas corporales de automóviles y grandes partes estructurales mecánicas, la potente potencia y la presión estable del golpe hidráulico son más adecuados, lo que puede garantizar la calidad y la precisión de las piezas de estampado. La naturaleza del material no debe ser ignorada. Para los materiales con baja dureza y una fácil deformación, como placas de aluminio y placas de cobre, se pueden aplicar puestos mecánicos y golpes hidráulicos; Pero para los materiales con alta dureza y alta resistencia, como el acero de aleación de alta resistencia, la potente potencia del golpe hidráulico puede garantizar mejor el progreso suave del proceso de estampado. El lote de producción también es un factor clave para seleccionar equipos de perforación. En la producción a gran escala, la capacidad de perforación de alta velocidad del golpe mecánico puede mejorar la eficiencia de producción y reducir el costo unitario; En la producción a pequeña escala, la flexibilidad y la adaptabilidad de los golpes hidráulicos son más importantes y pueden ajustarse de acuerdo con los diferentes requisitos del producto para evitar la ociosidad y el desperdicio de equipos. Las empresas también deben considerar el costo de compra, el costo de operación, el costo de mantenimiento y otros factores de equipo de puñetazo de acuerdo con sus propios requisitos de control de presupuesto y costo, y elegir el equipo de perforación que mejor se adapte a ellos.
(Ii) Fine operación del proceso de estampado
El proceso de estampado es un proceso fino y riguroso. Cada paso es como un engranaje en un instrumento de precisión, que trabaja estrechamente para promover el material de metal para completar la hermosa transformación de la forma original a las piezas de estampado de precisión. Cuando el material de metal previamente tratado se coloca cuidadosamente en la máquina de perforación, comienza oficialmente un viaje de transformación de metal. Es como un baile cuidadosamente coreografiado, y cada movimiento ha sido cuidadosamente considerado y practicado repetidamente.
Instalación y depuración del molde es un enlace clave en el proceso de estampado. El molde es como los zapatos de baile en este baile. Debe encajar perfectamente con el bailarín para bailar maravillosamente. El operador instalará con precisión el molde cuidadosamente fabricado en la prensa de perforación de acuerdo con los requisitos de diseño del producto. Durante el proceso de instalación, utilizarán herramientas y equipos profesionales para garantizar que el moho esté posicionado con precisión y fijo firmemente. Una vez completada la instalación, ingresará a la intensa etapa de depuración. El operador verificará cuidadosamente los diversos componentes del molde, como el golpe, el dado, el dispositivo de descarga, etc., para garantizar que estén en buenas condiciones de trabajo. También realizarán la depuración sin carga, dejarán que la prensa de perforación funcione inactiva varias veces, observen si la apertura y el cierre del molde son suaves, si el ajuste entre los componentes es apretado y si hay un sonido o vibración anormal. Solo cuando el molde se depugga al mejor estado, el proceso de estampado posterior puede llevarse a cabo sin problemas.
Establecer parámetros de estampado es otro paso importante que no se puede ignorar. Es como establecer reglas para un juego. La configuración razonable de los parámetros afecta directamente el resultado del juego. Los parámetros de estampado incluyen la velocidad de estampado, la presión, el accidente cerebrovascular, etc. La configuración de estos parámetros debe considerarse de acuerdo con factores como la forma, el tamaño, las propiedades del material y la estructura del molde. Para materiales metálicos más gruesos y duros, es necesario establecer una presión de estampado más alta y una velocidad de estampado más lenta para garantizar que el material pueda deformarse por completo mientras evita el daño al moho y el equipo; Para materiales más delgados y más suaves, es necesario reducir adecuadamente la presión de estampado y aumentar la velocidad de estampado para evitar la deformación o ruptura excesiva del material. La configuración de la carrera de estampado también es crucial. Debe determinarse de acuerdo con la altura del producto y la estructura del molde para garantizar que el control deslizante de la prensa de perforación pueda completar la acción de estampado en la posición apropiada. El accidente cerebrovascular no debe ser demasiado grande para dañar el molde, ni debe ser demasiado pequeño para evitar que se forme el producto.
Cuando todo está listo, el proceso de estampado comienza oficialmente. Impulsado por el motor, el control deslizante de la prensa de perforación se mueve hacia abajo rápida y con fuerza como un atleta bien entrenado, conduciendo el molde para ejercer una gran presión sobre el material metálico. En este momento, el material metálico sufre deformación plástica bajo la acción del molde y comienza a cambiar gradualmente su forma, acercándose a la forma diseñada del producto. En este proceso, la estructura atómica dentro del material metálico se reorganiza, al igual que un grupo de soldados ordenados ordenados, que ajustan sus posiciones bajo la acción de fuertes fuerzas externas para adaptarse a los requisitos de la nueva forma. La fricción entre el material metálico y el molde también juega un papel importante en este proceso. No solo afecta el flujo y la deformación del material, sino que también genera una cierta cantidad de calor. Este calor debe disiparse a tiempo para garantizar la calidad del proceso de estampado y la vida útil del molde.
Durante el proceso de estampado, el operador debe mantener un alto grado de concentración en todo momento y prestar mucha atención al estado de operación de la prensa de perforación y la calidad de las piezas estampadas. Observarán el sonido de ejecución, la vibración de la prensa de perforación y la apariencia de las piezas estampadas para descubrir y resolver posibles problemas. Si se encuentra que el sonido de la prensa de perforación es anormal, puede ser que el molde esté suelto o dañado, y es necesario detener la máquina inmediatamente para su inspección y reparación; Si se encuentran grietas, arrugas y otros defectos en la superficie de las piezas estampadas, puede ser que los parámetros de estampado se establezcan de manera irrazonable o la superficie del molde no sea suave, y los parámetros deben ajustarse a tiempo o el molde debe pulirse. Los operadores también probarán e inspeccionarán regularmente las piezas estampadas, utilizando herramientas de medición profesionales como pinzas, micrómetros, proyectores, etc. para detectar la precisión dimensional y la precisión de la forma de las piezas estampadas para garantizar que la calidad de las piezas estampadas cumpla con los requisitos de diseño.
(Iii) Explicación detallada de los procesos de estampado comunes
1. Proceso de separación
El proceso de separación juega un papel vital en la producción de piezas de estampado de metal. Es como un grabador experto. A través de procesos específicos como blanking, golpes y corte, la lámina de metal se divide de acuerdo con los requisitos de diseño precisos, lo que le da un esquema y forma preliminares, estableciendo una base sólida para el procesamiento posterior.
El proceso de blanking es el proceso de separar con precisión el espacio en blanco de la forma requerida de la lámina de metal. Su principio se basa en el diseño ingenioso del molde y la fuerte presión del golpe. En la operación real, el molde superior y el molde inferior están estrechamente combinados, como los engranajes de malla. Cuando el deslizamiento del golpe impulsa el molde superior para moverse hacia abajo rápidamente, el borde de corte del molde ejerce una enorme fuerza de corte en la lámina de metal, lo que hace que la lámina se rompa a lo largo de la línea de contorno predeterminada, separando así el espacio en blanco que cumple con los requisitos. Al producir la carcasa de metal de equipos electrónicos, el proceso de blaning puede cortar la forma aproximada de la carcasa de la lámina de metal, proporcionando una base para la formación y el procesamiento posterior. No se puede subestimar el papel del proceso de blaning en la fabricación de productos. Determina directamente la forma básica y la precisión dimensional del producto y es uno de los enlaces clave para garantizar la calidad del producto.
El proceso de perforación es hacer agujeros de varias formas y tamaños en el blanco existente. Este proceso se usa ampliamente en muchos productos. En la fabricación del bloque de cilindro de un motor de automóvil, una gran cantidad de agujeros de montaje y agujeros de canales de aceite deben ser perforados a través del proceso de perforación para cumplir con los requisitos de ensamblaje y trabajo del motor. Su método de operación también depende de la sinergia del molde y el Punch Press. El golpe y el dado del molde cooperan entre sí. Bajo la presión de la prensa de golpe, el golpe presiona la lámina de metal en el orificio de la troquel, haciendo que la lámina se separe parcialmente, formando así el orificio requerido. Los requisitos de precisión del proceso de perforación son extremadamente altos. La posición, el tamaño y la forma del agujero deben cumplir estrictamente los estándares de diseño, de lo contrario, afectará el rendimiento y el ensamblaje del producto.
El proceso de corte es el funcionamiento de cortar la lámina de metal o en blanco de acuerdo con una cierta longitud o forma. Desempeña un papel importante en el proceso de producción. Al fabricar tuberías de metal, es necesario cortar la tubería larga en tuberías cortas de una longitud especificada a través del proceso de corte para cumplir con los diferentes requisitos de uso. El proceso de corte generalmente usa un troquel de corte para cortar el material de metal utilizando la fuerza de corte del golpe. Durante la operación, es necesario controlar el tamaño y la dirección de la fuerza de corte para garantizar la planitud y la verticalidad de la superficie de corte.
2. Proceso de formación
El proceso de formación es un enlace clave en el procesamiento de estampado de metales. Es como un mago mágico. A través de la flexión, el dibujo, el abultamiento y otros procesos, el material de metal sufre deformación plástica sin romperse, lo que hace piezas de trabajo de varias formas y tamaños, lo que le da al material metálico una nueva forma y función.
El proceso de flexión es el proceso de doblar las hojas de metales, perfiles o tuberías en el ángulo o forma requerida. El principio es usar un troquel para aplicar la fuerza externa al material metálico para que se deforme plásticamente. Durante el proceso de flexión, la capa externa del material metálico se alarga por la tensión de tracción, la capa interna se acorta por el estrés por compresión y la longitud de la capa media permanece sin cambios. Para garantizar la calidad de la flexión, es necesario controlar razonablemente los parámetros, como el radio de flexión, el ángulo de flexión y la fuerza de flexión. Al fabricar el marco de la puerta del cuerpo del automóvil, la lámina de metal se dobla en una forma específica a través del proceso de flexión para cumplir con los requisitos estructurales del cuerpo del automóvil. Un radio de flexión que es demasiado pequeño puede hacer que la capa externa del material metálico se agriete, mientras que un radio de flexión que es demasiado grande afectará la precisión dimensional y la calidad de la apariencia del producto.
El proceso de dibujo es un proceso de estampado en frío que utiliza un troquel para dibujar un blanco plano o un blanco semi-acabado en una parte hueca abierta. Se usa ampliamente en la vida diaria. Por ejemplo, la fabricación de piezas automotrices, componentes electrónicos, lavabo de esmalte, macetas de aluminio y otros productos no se pueden separar del proceso de dibujo. Durante el proceso de dibujo, el soporte en blanco presiona primero el blanco plano, y el golpe se mueve hacia abajo, lo que obliga al material debajo del soporte en blanco (parte de la brida) a sufrir deformación plástica y fluir hacia el espacio entre el golpe y el dado para formar la pared lateral del cilindro. Durante el proceso de dibujo, la deformación del material ocurre principalmente en la parte de la brida. El material en la brida sufre deformación plástica bajo la acción del estrés por tracción radial y la tensión de compresión tangencial, y la brida continúa encogiéndose y transformándose en la pared del cilindro. Para prevenir defectos como arrugas y grietas durante el proceso de dibujo, es necesario controlar razonablemente los parámetros, como el coeficiente de dibujo, la fuerza del soporte en blanco y la brecha de troqueles. Aumentar la fuerza de blaning puede evitar efectivamente la arrugas, pero la fuerza de blaning excesiva puede causar grietas; Un coeficiente de dibujo razonable puede garantizar que el material pueda lograr un gran grado de deformación sin romperse.
El proceso de abultamiento es un método de formación de estampado que expande el diámetro de las piezas huecas o los espacios en blanco tubulares bajo la acción de la presión interna. El principio es usar moldes líquidos, de gas o mecánicos como medios de transmisión de fuerza para aplicar una presión uniformemente a la pared interna del material metálico, de modo que el material sufre deformación plástica bajo la acción de la tensión de tracción circunferencial, logrando así el abultamiento. Al fabricar la tubería de admisión de un motor de automóvil, el proceso de abultamiento puede expandir el diámetro local de la tubería para satisfacer las necesidades de admisión del motor. El proceso de abultamiento puede mejorar efectivamente la resistencia y la rigidez del producto, y también puede producir algunas partes con formas complejas que son difíciles de procesar por otros métodos. Durante el proceso de abultamiento, el tamaño de la presión interna y la velocidad de carga deben controlarse con precisión para garantizar la deformación uniforme del material y evitar problemas como la ruptura o la deformación desigual.
VI. Pulido posterior: calidad perfecta
(I) Doblar y limpiar
Después de estampar las piezas de estampado de metal, las rebabas y la suciedad a menudo aparecen en su superficie. Aunque estos defectos son pequeños, pueden tener un impacto en la calidad y el rendimiento del producto que no se puede ignorar. La generación de rebabas se debe principalmente a la deformación plástica del material durante el proceso de estampado y al estado de borde del dado. Cuando la brecha de blanking es demasiado grande, demasiado pequeña o desigual, el material no se puede romper uniformemente durante el proceso de blanking, y se formarán rebabas desiguales en el borde de blanking; El borde contundente de la parte de trabajo de la matriz también hará que el material no se corte limpiamente durante el blanking, generando así las rebabas. La fuente de suciedad es relativamente amplia, lo que puede ser impurezas por las materias primas mismas, o sustancias residuales, como lubricantes y refrigerantes utilizados en el proceso de estampado, o el polvo y el aceite contaminado durante el procesamiento, el transporte y el almacenamiento.
El desacuerdo es esencial para garantizar la calidad de la superficie y la precisión dimensional de las piezas. La presencia de rebabas no solo afectará la apariencia de estampar piezas, lo que hace que sus superficies sean ásperas y desiguales, reduciendo la estética del producto, sino que también puede causar obstáculos en el proceso de ensamblaje posterior, lo que afecta la precisión correspondiente entre las partes, lo que dificulta o incluso imposible. Las rebabas también pueden rayar la piel de los operadores, lo que representa ciertos riesgos de seguridad. Para eliminar las rebabas, las fábricas generalmente usan una variedad de métodos, cada uno de los cuales tiene sus propios escenarios de aplicación únicos y ventajas y desventajas.
El desgaste manual es un método más tradicional y común. Principalmente utiliza herramientas simples como archivos, papel de lija y cabezas de molienda para que los trabajadores muelen y recorten piezas de estampado. La ventaja de este método es que es altamente flexible y puede manejar el estampado de partes de varias formas y complejidades. Para algunas piezas y áreas delicadas que son difíciles de manejar mecánicamente, el desgaste manual puede jugar una ventaja única. Al tratar con algunas piezas de estampado con superficies complejas y pequeños agujeros, los trabajadores pueden confiar en una rica experiencia y una operación meticulosa para eliminar con precisión las rebabas y garantizar la calidad del producto. El desacuerdo manual también tiene desventajas obvias. Su eficiencia es relativamente baja, requiere mucha mano de obra y costos de tiempo, y requiere un alto nivel de habilidades técnicas para los trabajadores. Diferentes operaciones de trabajadores pueden dar lugar a diferentes efectos desagradables.
Die DeBurring usa un dado preparado para eliminar las rebabas con una prensa de perforación. Cuando desabastece un dado, primero debe hacer un dado especial de acuerdo con la forma y el tamaño de la parte estampada, incluido un dado áspero y un dado fino, y a veces también es posible que deba hacer que una forma muera. Coloque la parte estampada en la matriz y use la presión de la prensa de perforación para hacer el borde del troquel y retire la parte de la rebabrada de la parte estampada. Este método es adecuado para productos con superficies de separación simples, y puede mejorar la eficiencia y el efecto de desacreditar hasta cierto punto. En comparación con el desbordamiento manual, su precisión y consistencia de desgaste son mejores. Die Depurring requiere una cierta cantidad de costos de producción de troqueles, y el diseño y el ciclo de fabricación del moho es largo. Para la producción de lotes pequeños o las actualizaciones rápidas de productos, el costo es relativamente alto.
El desgaste de molienda es un método que actualmente utiliza las empresas. Incluye principalmente vibraciones, pluscos de arena, rodillos y otros métodos. La desbordamiento de la molienda de vibración es colocar las piezas de estampado y los medios de molienda (como las piedras de molienda, el fluido de molienda, etc.) en un molinillo de vibración. A través de la vibración del molinillo de vibración, los medios de molienda y la superficie de las piezas de estampado se frotan entre sí, eliminando así las rebabas. Este método es adecuado para productos pequeños con lotes grandes. Puede desabastecer una gran cantidad de piezas de estampado en poco tiempo y tiene alta eficiencia. El desgaste de arena utiliza aire comprimido para rociar abrasivos (como arena de cuarzo, corindón, etc.) a alta velocidad en la superficie de las piezas de estampado. Las rebabas se eliminan a través del impacto y la acción de corte de los abrasivos en las rebabas. El desgaste de arena no solo puede eliminar las rebabas, sino que también hacer que la superficie de las piezas de estampado obtenga un cierto grado de limpieza y rugosidad, aumente la adhesión de la superficie y a menudo se usa para productos con altos requisitos para la calidad de la superficie y la adhesión. El desgaste de la molienda de batería es poner las piezas de estampado y los medios de molienda en el tambor. A través de la rotación del tambor, las piezas de estampado y los medios de molienda chocan y se frotan entre sí en el tambor para lograr el propósito de eliminar las rebabas. También hay algunas deficiencias en la molienda y el desgaste. A veces, las rebabas pueden no eliminarse por completo. Para algunas rebabas con formas complejas o piezas ocultas, es posible que no se eliminen por completo. Es necesario manejar manualmente las rebabas residuales o utilizar otros métodos para DeBurr.
La limpieza también es una parte importante para garantizar la calidad del producto. La presencia de suciedad afectará el rendimiento de la superficie de las piezas de estampado. Por ejemplo, al recubrir la superficie, el aceite y las impurezas harán que disminuya la adhesión del recubrimiento, y es fácil caer y ampollarse, lo que reducirá el rendimiento protector y la estética del producto; Cuando la soldadura, la suciedad puede causar defectos de soldadura y afectar la resistencia a la soldadura y el sellado. Hay muchos métodos de limpieza comunes. La limpieza química utiliza reactivos químicos para reaccionar con la suciedad para disolverla, emulsionarlo o descomponerlo, a fin de lograr el propósito de eliminar la suciedad. Por ejemplo, los agentes de limpieza alcalina se utilizan para eliminar las manchas de aceite, y los agentes de limpieza ácidos se usan para eliminar el óxido. La limpieza química tiene un buen efecto de limpieza, pero es necesario prestar atención a la selección de reactivos químicos apropiados para evitar la corrosión en la superficie de las piezas de estampado. La limpieza ultrasónica utiliza el efecto de cavitación del ultrasonido para producir pequeñas burbujas en el líquido. La fuerza de impacto generada cuando la explosión de las burbujas puede despegar la suciedad desde la superficie de las piezas de estampado para lograr el efecto de limpieza. Este método es adecuado para limpiar algunas piezas de estampado con formas complejas y requisitos de alta precisión de la superficie. Puede penetrar en pequeños espacios y agujeros para eliminar la suciedad sin dañar la superficie de las partes de estampado.
(Ii) Selección y aplicación del proceso de tratamiento de superficie
El proceso de tratamiento de superficie juega un papel fundamental en la producción de piezas de estampado de metal. No solo puede mejorar la resistencia a la corrosión y la estética de las piezas, sino también dar a las piezas una funcionalidad especial de acuerdo con diferentes necesidades, para que puedan cumplir mejor los requisitos de varios escenarios de aplicación. Procesos de tratamiento de superficie comunes como galvanización, pulverización, anodización, etc. Cada uno tiene características únicas y escenarios aplicables. Las empresas deben considerar varios factores de acuerdo con las necesidades específicas del producto y seleccionar el proceso de tratamiento de superficie más adecuado.
La galvanización es un proceso de tratamiento de superficie ampliamente utilizado. Recubre principalmente una capa de zinc en la superficie de las piezas de estampado de metal para evitar el óxido y mejorar la apariencia. El proceso de galvanización se puede dividir en galvanización y electro-galvanización en caliente. La galvanización en caliente es sumergir las piezas de estampado en líquido de zinc fundido, de modo que el zinc reacciona químicamente con la superficie de las partes de estampado para formar una capa de aleación de hierro de zinc-unión bien unida y una capa de zinc pura. La capa galvanizada obtenida por este proceso es más gruesa y tiene una fuerte resistencia a la corrosión. Es adecuado para piezas estructurales de metal y piezas automotrices utilizadas al aire libre, como postes de luz de la calle, marcos de automóviles, etc. Estos productos están expuestos al entorno natural durante mucho tiempo y enfrentar la erosión de la lluvia, la humedad, los rayos ultravioletas, etc. La capa galvanizada en caliente puede proteger efectivamente el metal base y extender la vida del servicio del producto. La electrogalvanización es depositar una capa de zinc en la superficie de las piezas de estampado por electrólisis. La capa electrogalvanizada es relativamente delgada y tiene una superficie lisa. Es adecuado para productos con altos requisitos para la apariencia y requisitos relativamente bajos para la resistencia a la corrosión, como capas electrónicas de productos, decoraciones de hardware, etc. Estos productos generalmente se usan en entornos interiores. La capa electrogalvanizada no solo puede satisfacer sus necesidades estéticas, sino que también proporcionar cierta protección contra la romisión.
El proceso de pulverización utiliza presión o fuerza electrostática para unir pintura o polvo a la superficie de la pieza de trabajo, de modo que la pieza de trabajo tiene efectos decorativos anticorrosión y de apariencia. El proceso de pulverización tiene las ventajas del rango de aplicación de bajo costo y amplio. Se puede utilizar para el tratamiento de la superficie de varios materiales como metal, plástico, madera, etc. En la fabricación de automóviles, el recubrimiento de la superficie del cuerpo del automóvil se logra a través del proceso de pulverización. No solo puede proteger el cuerpo del automóvil de la corrosión, sino también darle al automóvil una apariencia hermosa a través de varios colores y recubrimientos brillantes, satisfaciendo las diversas necesidades de los consumidores para la aparición del automóvil. En la fabricación de muebles, el proceso de pulverización también se usa a menudo para el tratamiento de la superficie de los muebles de metal, dándole colores ricos y buena textura. Según los diferentes recubrimientos, el proceso de pulverización se puede dividir en dos tipos: pulverización y polvo. La pulverización utiliza recubrimientos líquidos, que pueden formar un recubrimiento relativamente suave con ricas opciones de color; El polvo utiliza recubrimientos en polvo, que están unidos a la superficie de la pieza de trabajo por adsorción electrostática, y luego se cura a alta temperatura para formar un recubrimiento. El recubrimiento en polvo tiene una alta dureza, buena resistencia al desgaste y resistencia a la corrosión, y a menudo se usa en ocasiones con altos requisitos para el rendimiento de recubrimiento, como muebles de exterior, carcasas de electrodomésticos, etc.
La anodización es un proceso de tratamiento de superficie para productos de aleación de aluminio. Utiliza piezas de aleación de aluminio como ánodos y usa electrólisis para formar una capa de película de óxido en su superficie. Esta película de óxido puede cambiar el estado y el rendimiento de la superficie de la aleación de aluminio y mejorar significativamente su resistencia y dureza de corrosión. La dureza de la superficie de la aleación de aluminio anodizado puede alcanzar HV300 - 500, y su resistencia al desgaste mejora en comparación con la aleación de aluminio no tratada. La anodización también puede hacer que la superficie de la aleación de aluminio presente varios colores a través del teñido y otros procesos para aumentar su estética. A menudo se usa en decoración arquitectónica, viviendas electrónicas de productos y otros campos. Anodizar la superficie de los perfiles de aleación de aluminio de las paredes de la cortina del edificio no solo puede garantizar la durabilidad de los perfiles en entornos al aire libre, sino también coordinarse con el estilo general del edificio a través de la selección de diferentes colores para mejorar la estética del edificio; La anodización de las conchas de aleación de aluminio de productos electrónicos, como teléfonos móviles y tabletas, no solo puede proteger las conchas del desgaste y la corrosión en el uso diario, sino también mostrar la calidad de alta gama y el sentido de la moda de los productos a través de colores y brillo únicos.
Al elegir un proceso de tratamiento de superficie, múltiples factores deben considerarse de manera integral. El entorno de uso del producto es un factor clave. Para los productos utilizados en entornos hostiles, como equipos de ingeniería marina, equipos químicos, etc., es necesario seleccionar un proceso de tratamiento de superficie con alta resistencia a la corrosión, como galvanización en caliente, recubrimiento de níquel, cromado, etc.; Para los productos utilizados en entornos interiores, el proceso apropiado puede seleccionarse en función de factores como la estética y el costo. Los requisitos de apariencia del producto no pueden ser ignorados. Si el producto tiene altos requisitos para la apariencia y la textura, como productos electrónicos de alta gama, decoraciones, etc., puede elegir pulverización, anodización y otros procesos que pueden lograr colores ricos y una buena textura superficial; Si el producto tiene requisitos relativamente bajos para la apariencia y se centra principalmente en la funcionalidad, puede elegir un proceso de tratamiento de superficie con bajo costo y proceso simple. El costo también es una consideración importante. Los costos de los diferentes procesos de tratamiento de superficie varían mucho. Las empresas deben elegir el proceso apropiado de acuerdo con su propio presupuesto de costos al tiempo que garantiza la calidad del producto. Algunos procesos de tratamiento de superficie de alta gama, como el enchapado de metales preciosos y el recubrimiento de vacío, pueden proporcionar excelentes efectos de rendimiento y apariencia, pero el costo es alto y solo es adecuado para ocasiones con requisitos extremadamente altos para el rendimiento y la calidad del producto; Para algunos productos ordinarios producidos a gran escala, generalmente se seleccionan los procesos de tratamiento de superficie de bajo costo y rentables, como la galvanización y la pintura.
(Iii) soldadura, perforación y otro procesamiento
En el proceso de producción de piezas de estampado de metal, de acuerdo con los requisitos de diseño del producto, a menudo es necesario realizar otros procedimientos de procesamiento, como soldadura, perforación y molienda en las piezas de estampado. Estos procesos son como diferentes movimientos en una sinfonía cuidadosamente arreglada, cada uno desempeña un papel único y trabaja juntos para mejorar la función y la estructura del producto.
La soldadura es un método de procesamiento importante para conectar múltiples piezas de estampado u otras piezas en un todo. Se usa ampliamente en la fabricación de productos de metal. En la fabricación de automóviles, el cuerpo del automóvil se ensambla a partir de muchas piezas de estampado a través de procesos de soldadura. La calidad de soldadura afecta directamente la resistencia estructural y la seguridad del cuerpo del automóvil. Hay muchos métodos de soldadura comunes. La soldadura de arco utiliza la alta temperatura generada por el arco para derretir parcialmente la varilla de soldadura y la soldadura, de modo que se fusionen para lograr la soldadura. Este método de soldadura es simple de operar y tiene una amplia gama de aplicaciones. Se puede utilizar para soldar varios materiales metálicos, pero tiene altos requisitos técnicos para los operadores y es propenso a defectos como salpicaduras y poros durante la soldadura. La soldadura blindada por el gas utiliza gases inerte (como argón, dióxido de carbono, etc.) para formar una capa protectora en el área de soldadura para evitar el oxígeno, el nitrógeno, etc. en el aire tienen efectos adversos en la piscina de soldadura, mejorando así la calidad de soldadura. La soldadura blindada por el gas tiene las ventajas de la alta calidad de soldadura, la pequeña deformación y la alta eficiencia de producción. A menudo se usa para soldar materiales como acero inoxidable y aleaciones de aluminio. Se usa ampliamente en campos como aeroespacial y construcción naval que requieren una calidad de soldadura extremadamente alta. La soldadura con láser utiliza un haz láser de alta energía como fuente de calor para derretir localmente la soldadura para lograr la soldadura. La soldadura con láser tiene las ventajas de alta densidad de energía, velocidad de soldadura rápida, soldadura estrecha y pequeña zona afectada por el calor. Puede lograr soldadura de alta precisión y alta calidad. Es particularmente adecuado para soldar algunas piezas y materiales de precisión que son sensibles a la deformación térmica, como micro conectores y pines de circuito integrado en equipos electrónicos.
La perforación es un proceso de procesamiento de agujeros de varias formas y tamaños en piezas de estampado. Es indispensable en la fabricación de muchos productos. En la fabricación mecánica, los agujeros de montaje, los agujeros de conexión, etc. en varias partes generalmente se procesan mediante perforación. Al perforar, es necesario seleccionar brocas apropiadas y parámetros de perforación de acuerdo con los requisitos de material, grosor y agujero de las piezas de estampado. Para los materiales metálicos con mayor dureza, como acero de aleación y acero inoxidable, los taladros de carburo deben usarse, y la velocidad de perforación y la velocidad de alimentación deben reducirse adecuadamente para evitar que el taladro se use demasiado rápido o que se rompa; Para los materiales con menor dureza, como aleación de aluminio y aleación de cobre, se pueden usar ejercicios de acero de alta velocidad, y la velocidad de perforación y la velocidad de alimentación deben aumentarse adecuadamente para mejorar la eficiencia del procesamiento. Durante el proceso de perforación, también se debe prestar atención al enfriamiento y la lubricación para reducir la temperatura del taladro, reducir el desgaste y mejorar la calidad de la perforación. Los métodos comunes de enfriamiento y lubricación incluyen el uso de fluido de corte y aire comprimido. Cortar el fluido puede reducir efectivamente la temperatura del taladro y quitar las chips. También puede desempeñar un papel lubricante y reducir la fricción entre el taladro y la pieza de trabajo; El aire comprimido se usa principalmente para enfriar el taladro y es adecuado para algunas ocasiones con requisitos estrictos en el fluido de corte residual.
La molienda es un proceso para recortar y pulir la superficie de las piezas de estampado. Puede eliminar defectos, rasguños, escala de óxido, etc. En la superficie de las piezas de estampado, hacer que la superficie sea más suave y más plana, y mejore la apariencia y la calidad de la superficie del producto. La molienda se puede dividir en dos etapas: molienda rugosa y molienda fina. La molienda rugosa utiliza principalmente herramientas como las ruedas de molienda y el papel de lija para eliminar los defectos grandes y el exceso en la superficie de las piezas de estampado para hacer que la superficie sea inicialmente plana; La molienda fina utiliza papel de lija más fino, pasta de pulido y otras herramientas para pulir finamente la superficie para lograr un mayor grado de acabado. En la fabricación de algunos productos de alta gama, como muebles de alta gama y joyas, la calidad de la superficie de las piezas de estampado es extremadamente alta. El proceso de molienda requiere múltiples operaciones finas para garantizar que la superficie alcance un acabado similar a un espejo, mostrando la calidad de alta gama y la exquisita artesanía del producto. Durante el proceso de molienda, es necesario prestar atención a controlar la fuerza de molienda y la dirección para evitar un desgaste excesivo o rasguños en la superficie de las piezas de estampado, lo que afectará la calidad del producto. Al mismo tiempo, el polvo y los escombros generados por la molienda deben limpiarse a tiempo para garantizar la limpieza del entorno laboral y la salud de los operadores.
Vii. Control de calidad: proteja estrictamente los puntos de control
(I) proceso integral de inspección de calidad
La inspección de calidad juega un papel vital en el proceso de producción de las piezas de estampado de metal. Es como un tutor estricto. Desde la compra y almacenamiento de materias primas hasta la entrega final de productos, se monitorea de cerca durante todo el proceso para garantizar que cada pieza de estampado cumpla con los requisitos de diseño y los estándares de calidad, proporcionando una garantía sólida para la calidad del producto.
La inspección de la materia prima es el primer punto de control de la inspección de calidad, y su importancia es evidente. La calidad de las materias primas determina directamente la calidad del estampado de piezas. Si las materias primas son defectuosas o no cumplen con los requisitos, es difícil producir productos de alta calidad incluso si la tecnología de procesamiento posterior es exquisita. Al inspeccionar las materias primas, es necesario probar estrictamente los diversos indicadores de rendimiento de los materiales de acuerdo con los estándares y especificaciones de calidad relevantes. Para las láminas de metal, es necesario verificar si su grosor es uniforme y si la tolerancia está dentro del rango permitido, porque la desviación del grosor puede afectar la precisión dimensional y el efecto de formación de las piezas de estampado. La dureza del material también es uno de los indicadores clave. Los diferentes procesos de estampado y los requisitos de productos tienen diferentes regulaciones sobre la dureza del material. La falla de la dureza para cumplir con los requisitos puede hacer que el material se descije o se deforma de manera desigual durante el proceso de estampado. El análisis de la composición química también es indispensable. A través de equipos profesionales como espectrómetros, se detecta el contenido de varios elementos en el material para garantizar que cumpla con los estándares de material correspondientes y evite afectar el rendimiento del producto debido a la composición química anormal. Por ejemplo, al producir partes clave de estampado de partes de los motores de automóviles, los requisitos de composición química de las materias primas son extremadamente estrictos. Una ligera desviación en el contenido de ciertos elementos de aleación puede conducir a una disminución en la resistencia, la dureza y otras propiedades de las piezas de estampado, lo que afecta la vida y la vida útil del motor.
La inspección entre procesos es una inspección de calidad de los productos semi-acabados en cada proceso durante el proceso de estampado. Es como múltiples estaciones de inspección establecidas en la cadena de producción, que pueden descubrir y resolver de inmediato problemas en el proceso de producción, evitar que los defectos se expandan en procesos posteriores, reduzcan las tasas de desecho y mejoren la eficiencia de producción. Después del proceso de blanking, se debe verificar la precisión dimensional, la situación de las rebabas y la calidad de la superficie de blanking de las piezas de blaning. La precisión dimensional afecta directamente el procesamiento de procesos posteriores y el ensamblaje final del producto. Al utilizar herramientas de medición de precisión, como pinzas y micrómetros, las dimensiones clave de las piezas de blanking se miden para garantizar que cumplan con los requisitos de los dibujos de diseño. La presencia de rebabas no solo afecta la apariencia del producto, sino que también puede causar daño al operador. Al mismo tiempo, puede causar daños por moho o problemas de calidad del producto en procesos posteriores. Por lo tanto, es necesario verificar cuidadosamente el tamaño y la distribución de las rebabas. Si las rebabas exceden el rango permitido, se deben tomar medidas de desgaste a tiempo. La calidad de la superficie del blaning incluye rugosidad de la superficie, planitud, etc. Estos factores afectarán la calidad de la superficie del producto y el posterior efecto del tratamiento de la superficie. A través de la inspección visual y las herramientas como los instrumentos de medición de rugosidad, se evalúa la superficie de blanking para garantizar que su calidad cumpla con los requisitos. Después del proceso de flexión, se debe verificar el ángulo, el radio de flexión y los defectos como grietas de las partes dobladas. Las desviaciones en los ángulos de flexión y el radio pueden hacer que el producto no cumpla con los requisitos de diseño y afecte el ensamblaje y el rendimiento del uso. Herramientas como los instrumentos de medición de ángulos y los medidores de radio se utilizan para medir con precisión las piezas dobladas, ajustar los parámetros del proceso a tiempo y garantizar la calidad de la flexión. Las grietas son defectos comunes y graves en el proceso de flexión. Reducirán en gran medida la fuerza y la confiabilidad del producto. A través de métodos de inspección visual y de prueba no destructiva, como pruebas de penetración y pruebas de partículas magnéticas, las partes dobladas se inspeccionan por completo. Una vez que se encuentran grietas, las causas se analizan inmediatamente y se toman medidas de mejora, como ajustar el proceso de flexión y mejorar las propiedades del material.
La inspección final de los productos terminados es la última línea de defensa para la inspección de calidad. Realiza una inspección integral y detallada sobre el estampado de piezas después de todos los procedimientos de procesamiento y tratamiento de superficie para garantizar que los productos satisfagan completamente los estándares de calidad y puedan satisfacer las necesidades de los clientes. Durante la inspección final de los productos terminados, la apariencia, la precisión dimensional, el rendimiento y otros aspectos de las piezas de estampado se inspeccionarán estrictamente. La inspección de la apariencia verifica principalmente si hay defectos como rasguños, contusiones, deformación, manchas, etc. en la superficie del producto. Estos defectos no solo afectan la estética del producto, sino que también pueden reflejar el daño sufrido por el producto durante la producción, transporte o almacenamiento. A través de la inspección visual y la inspección del tacto, la apariencia del producto se evalúa exhaustivamente para garantizar que cumpla con los estándares de calidad de apariencia. La inspección de precisión dimensional utiliza equipos de alta precisión, como máquinas de medición de tres coordenadas para medir las dimensiones clave de las piezas de estampado para garantizar su consistencia con los dibujos de diseño. La precisión dimensional es uno de los indicadores importantes para medir la calidad del producto y está directamente relacionada con el ensamblaje y el uso del rendimiento del producto. Cualquier desviación dimensional puede hacer que el producto no pueda usarse normalmente o afectar el rendimiento de todo el sistema de productos. Las pruebas de rendimiento se llevan a cabo de acuerdo con el uso específico y los requisitos del producto, y las pruebas de rendimiento correspondientes se llevan a cabo en él, como prueba de resistencia, prueba de dureza, prueba de resistencia a la corrosión, etc. para estampar piezas que tienen cargas grandes, como piezas automotrices, se requieren pruebas de resistencia. A través de pruebas de tracción, pruebas de compresión y otros métodos, las propiedades mecánicas de los productos en diferentes condiciones de carga se prueban para garantizar que puedan cumplir con los requisitos de resistencia en el uso real; Para algunas piezas de estampado que necesitan ser resistentes al desgaste, como la superficie de las piezas mecánicas, se llevarán a cabo pruebas de dureza. Los probadores de dureza de Rockwell, los probadores de dureza Brinell y otros equipos se utilizan para medir la dureza de la superficie del producto para garantizar que su dureza cumpla con los requisitos de diseño; Para estampar piezas utilizadas en entornos húmedos o corrosivos, como piezas de equipos marinos y accesorios de equipos químicos, se realizarán pruebas de resistencia a la corrosión. A través de las pruebas de pulverización de sal, las pruebas de calor húmedo y otros métodos, se simulan las condiciones de corrosión de los productos en el entorno de uso real, y su resistencia a la corrosión se prueba para garantizar que los productos no fallarán debido a la corrosión dentro de la vida útil específica.
(Ii) Aplicación de métodos y herramientas de detección
En el proceso de inspección de calidad de las piezas de estampado de metales, una variedad de métodos de detección y herramientas de detección avanzadas y precisas son la clave para garantizar la precisión y confiabilidad de la detección. Son como los "ojos de fuego" del control de calidad, que puede detectar con precisión varios defectos y problemas de productos y proporcionar un fuerte soporte técnico para la calidad del producto.
La inspección de la apariencia es el método más básico e intuitivo de inspección de calidad. Se basa principalmente en el sentido visual y táctil de los inspectores para realizar una inspección detallada de la condición superficial de las piezas de estampado. Durante el proceso de inspección de apariencia, los inspectores observarán la superficie de las piezas de estampado de manera completa en un cierto ángulo y distancia bajo suficientes condiciones de iluminación de luz natural o de iluminación estándar. Verificarán cuidadosamente si hay rasguños, grietas, abolladuras, abultas, deformaciones, manchas, óxido y otros defectos en la superficie. Los rasguños pueden ser causados por rasguños de objetos durante el procesamiento, el transporte o el almacenamiento. Los rasguños menores pueden afectar la estética del producto, mientras que los rasguños graves pueden reducir la fuerza y la vida útil del producto; Las grietas son un defecto más grave, lo que puede hacer que el producto se rompa durante el uso y afecte la seguridad y la confiabilidad del producto. Los inspectores deben prestar especial atención a los bordes, esquinas, agujeros y otras partes de las piezas de estampado que son propensas a las grietas; Las abolladuras y las protuberancias afectarán la planitud de la superficie y la precisión dimensional del producto y, por lo tanto, afectarán el ensamblaje y el uso del rendimiento del producto; La deformación puede hacer que la forma del producto no cumpla con los requisitos de diseño, lo que resulta en dificultades en el ensamblaje o la incapacidad de usar normalmente; Las manchas y el óxido no solo afectan la apariencia del producto, sino que también pueden acelerar la corrosión del producto y reducir su vida útil. Los inspectores también sentirán la aspereza y la suavidad de la superficie de estampado con toque para juzgar aún más la calidad de la superficie. Para algunos defectos menores, los inspectores pueden usar herramientas auxiliares, como lupas para observar, para garantizar que no se pierdan problemas.
La detección de dimensiones es un enlace clave para garantizar la calidad de estampar piezas. Utiliza varias herramientas de medición de precisión para medir con precisión la longitud, el ancho, la altura, el grosor, la apertura, la forma y otros parámetros dimensionales de las piezas de estampado para verificar si cumplen con los requisitos de los dibujos de diseño. El calibrador es una herramienta de medición de uso común con múltiples funciones de medición. Se puede usar para medir dimensiones externas, dimensiones internas, profundidad y altura. El calibrador Vernier puede medir con precisión las dimensiones a través de la combinación de la escala principal y la escala Vernier, y su precisión de medición es generalmente 0.02 mm; El calibrador digital utiliza sensores electrónicos y pantallas LCD para mostrar directamente los valores de medición, que es más conveniente y rápido de operar, y la precisión de la medición puede alcanzar 0.01 mm. Los micrómetros son adecuados para dimensiones con mayores requisitos de precisión de medición, como diámetros de eje y aberturas, y su precisión de medición puede alcanzar 0.001 mm. El micrómetro exterior gira el cilindro diferencial para mover el tornillo del micrómetro, midiendo así con precisión el diámetro exterior de la pieza de trabajo; El micrómetro interior se usa para medir el tamaño del diámetro interior, y su principio de medición es similar al del micrómetro exterior. Para algunas piezas de estampado con formas complejas o requisitos de alta precisión, también se utiliza una máquina de medición de tres coordenadas para la inspección. La máquina de medición de tres coordenadas puede medir la pieza de trabajo en el espacio tridimensional. Al medir las coordenadas de múltiples puntos en la superficie de la pieza de trabajo, el tamaño, la forma y la desviación de posición de la pieza de trabajo se pueden calcular con precisión. Su precisión de medición puede alcanzar el nivel de micras, lo que puede satisfacer las necesidades de inspección de estampar piezas con formas complejas y requisitos de alta precisión.
Las pruebas de dureza son un medio importante para evaluar el rendimiento del material de estampado. Determina si la dureza del material cumple con los requisitos midiendo la capacidad de la superficie del material para resistir la deformación plástica local. Las diferentes piezas de estampado tienen diferentes requisitos para la dureza del material durante el uso. Por ejemplo, algunas piezas de estampado que necesitan soportar cargas grandes requieren que el material tenga una mayor dureza para garantizar su resistencia y resistencia al desgaste; Mientras que algunas piezas de estampado que deben procesarse más adelante, como las placas que necesitan ser dobladas, estiradas, etc., tienen ciertas restricciones sobre la dureza para garantizar el progreso suave del procesamiento. La prueba de dureza de Rockwell es uno de los métodos de prueba de dureza comúnmente utilizados. Determina el valor de dureza del material de acuerdo con la profundidad de la sangría presionando el sangría especificado (cono de diamante o bola de acero) en la superficie del material bajo prueba bajo una cierta fuerza de prueba. La prueba de dureza de Brinell utiliza una bola de carburo de cierto diámetro para presionar hacia la superficie del material bajo prueba con una fuerza de prueba especificada. Después de mantenerlo durante un tiempo específico, se mide el diámetro de sangría y el valor de dureza del material se calcula de acuerdo con el tamaño del diámetro de la sangría. La prueba de dureza de Vickers utiliza un indente de diamante de pirámide cuadrangular regular para presionar hacia la superficie del material bajo prueba bajo una cierta fuerza de prueba, y el valor de la dureza se calcula de acuerdo con la longitud diagonal de la sangría. Estos métodos de prueba de dureza tienen sus propias características y son adecuados para probar materiales de diferentes tipos y rangos de dureza.
Las pruebas de rendimiento físico son una prueba completa de las propiedades mecánicas y las propiedades físicas de las piezas de estampado para garantizar que puedan cumplir con varios requisitos de rendimiento en el uso real. La prueba de tracción es uno de los elementos importantes en las pruebas de rendimiento físico. Se aplica tensión axial a las piezas de estampado para deformarlas gradualmente hasta que se rompan. Al medir la fuerza y la deformación durante el proceso de estiramiento, se calculan los indicadores de rendimiento mecánico, como la resistencia al rendimiento, la resistencia a la tracción y el alargamiento del material. La resistencia al rendimiento es la tensión cuando el material comienza a sufrir deformación plástica, la resistencia a la tracción es la tensión máxima de que el material puede resistir antes de romperse, y la alargamiento refleja la capacidad del material para sufrir deformación plástica. La prueba de flexión se usa principalmente para detectar el rendimiento de los estampados bajo cargas de flexión. Al doblar los estampados a un cierto ángulo, se observa si se producen grietas, fracturas y otros defectos para evaluar el rendimiento de flexión y la tenacidad del material. La prueba de impacto es determinar la dureza de impacto del material bajo carga de impacto. Es para impactar la muestra con muescas en la máquina de prueba de impacto y medir la energía absorbida cuando la muestra se rompe. La dureza del impacto es un indicador importante para medir la capacidad del material para resistir las cargas de impacto. Para algunos estampados utilizados en entornos de impacto, como piezas automotrices, piezas aeroespaciales, etc., la dureza del impacto es uno de los indicadores clave de rendimiento.
Las pruebas de composición química son un medio importante para garantizar la calidad de los materiales de estampado. Utiliza instrumentos analíticos profesionales para analizar con precisión los diversos componentes químicos en los materiales de estampado para verificar si cumplen con los estándares de material correspondientes. El espectrómetro es uno de los equipos de detección de composición química de uso común. Utiliza las características de absorción de las sustancias a la luz de diferentes longitudes de onda y mide la intensidad de absorción de los materiales a la luz de longitudes de onda específicas para determinar el contenido de varios elementos en el material. El espectrómetro de lectura directa puede analizar de manera rápida y precisa múltiples elementos en materiales, incluidos elementos principales y elementos traza. Tiene una rápida velocidad de análisis y alta precisión. Puede obtener resultados de prueba en poco tiempo y es adecuado para una detección rápida y control de calidad en el proceso de producción. El espectrómetro de masas de plasma acoplado inductivamente (ICP-MS) tiene una mayor sensibilidad y precisión de detección, y puede detectar contenido extremadamente bajo de elementos traza en materiales. Para algunas piezas de estampado con requisitos extremadamente altos para la composición química, como materiales aeroespaciales, componentes electrónicos, etc., ICP-MS es un equipo de detección ideal. En el proceso de detección, en primer lugar, es necesario recolectar una cantidad apropiada de muestras de las piezas de estampado para garantizar que las muestras sean representativas y luego procesar las muestras para cumplir con los requisitos del instrumento analítico. Finalmente, las muestras procesadas se colocan en el instrumento analítico para la detección, y se considera que la composición química de los materiales está calificada de acuerdo con la comparación entre los resultados de la prueba y los estándares del material.
(Iii) Análisis y mejora de problemas de calidad
En el proceso de producción de las piezas de estampado de metal, los problemas de calidad aún pueden ocurrir incluso con estrictos procedimientos de inspección de calidad. Una vez que se detectan problemas de calidad, el análisis en profundidad y las medidas de mejora efectivas son la clave para mejorar la calidad del producto y optimizar los procesos de producción.
Cuando se encuentra que el estampado de piezas tiene problemas de calidad, como desviación dimensional, defectos de la superficie y mala forma, se deben usar métodos científicos para encontrar la causa raíz. Se puede llevar a cabo una investigación integral desde los aspectos del personal, las máquinas, los materiales, los métodos y el medio ambiente. En términos de personal, preste atención a si el operador opera de acuerdo con los procedimientos operativos estándar y cuál es su nivel de habilidad y sentido de responsabilidad; En términos de máquinas, verifique la precisión, la estabilidad y el desgaste de equipos como prensas y moldes para golpes, como si la presión de la prensa de perforación es estable y si el molde está usado, deformado o dañado; En términos de materiales, verifique si el rendimiento, las especificaciones y la calidad de las materias primas cumplen con los estándares, como la uniformidad de la dureza y el grosor de los materiales; En términos de métodos, examine si los parámetros del proceso de estampado son razonables y si hay lagunas en el flujo del proceso; En términos de factores ambientales, considere el impacto de la temperatura, la humedad y la limpieza del taller de producción en el proceso de estampado.
Por ejemplo, si aparecen rebabas en las piezas de estampado, puede ser que el borde del molde esté desgastado y retoño, y es necesario afilar o reemplazar el molde en el tiempo; También puede ser que la brecha de blanking no sea razonable, y demasiado grande o demasiado pequeño causará rebabas. En este momento, la brecha debe ser reajustada; También puede ser causado por un grosor desigual del material o una calidad inestable, entonces es necesario reemplazar las materias primas que cumplan con los requisitos. Si las piezas de estampado están deformadas, la razón puede ser una distribución desigual de la fuerza de blaning, que puede resolverse optimizando la estructura del molde y mejorando el proceso de estampado; También puede ser una fuerza de presión insuficiente, en cuyo caso es necesario aumentar la fuerza de presión; o puede ser causado por la liberación de estrés interno en el material, en cuyo caso puede resolverse mediante métodos de pretratamiento como el recocido de alivio del estrés.
Después de encontrar la causa raíz del problema, las medidas de mejora dirigidas deben formularse e implementarse. Por un lado, es para optimizar el proceso de producción, ajustar los parámetros del proceso de estampado, como la velocidad del blaning, el tamaño de la presión, el tiempo de mantenimiento, etc., y encontrar la mejor combinación de parámetros a través de experimentos y simulaciones; mejorar el diseño de los troqueles de estampado, mejorar la precisión, la fuerza y la vida de los troqueles, y adoptar tecnología y materiales de fabricación de moho avanzado; Optimice el flujo de procesos, reduzca los procesos innecesarios y los enlaces de operación, y mejore la eficiencia de producción y la estabilidad de la calidad del producto. Por otro lado, es para fortalecer la capacitación del personal, mejorar el nivel de habilidad y la conciencia de calidad de los operadores, para que puedan operar estrictamente de acuerdo con los procedimientos operativos estándar y reducir los problemas de calidad causados por los factores humanos; Lleve a cabo la educación de conciencia de calidad, permita que todos los empleados se den cuenta de la importancia de la calidad y formen un buen ambiente para que todos los empleados participen en la gestión de la calidad.
Además, se debe establecer una retroalimentación de problemas de calidad y el mecanismo de trazabilidad para retroalimentar los problemas de calidad de retroalimentación para los departamentos y el personal relevantes para que se puedan tomar medidas para resolverlos rápidamente; Se deben remontar problemas de calidad para identificar los enlaces y las personas responsables donde se produjeron los problemas para evitar que se recurran problemas similares. A través del análisis continuo y la mejora de los problemas de calidad, la optimización continua de los procesos de producción y la mejora de la calidad del producto, las empresas pueden permanecer invencibles en la feroz competencia del mercado.
Viii. Embalaje y entrega: Capítulo final del producto terminado
(I) Formular un plan de embalaje razonable
Cuando las piezas de estampado de metal han pasado por muchos procesos y completaron la inspección de producción y calidad, ingresan a la etapa de envasado y entrega. Esta etapa es la garantía final para que el producto pase de la fábrica al cliente, y la formulación de un plan de empaque razonable es la clave. El propósito del embalaje es proteger el producto en todas las direcciones, para que no se dañe durante el transporte y el almacenamiento, mientras que tiene en cuenta el control de costos y la conveniencia del transporte.
Al formular un plan de embalaje, es necesario considerar completamente las características propias del producto, como la forma, el tamaño y el peso. Establecer piezas con formas regulares, tamaños pequeños y peso ligero, como partes de metal de dispositivos electrónicos pequeños, se pueden empaquetar en cajas de papel. Llenar la caja con una cantidad apropiada de partículas de espuma o almohadillas de burbujas puede amortiguar de manera efectiva la vibración y la colisión durante el transporte. Para algunas piezas de estampado de precisión, los requisitos de precisión de la superficie son extremadamente altos, e incluso un ligero rasguño puede afectar el uso. En este momento, se requiere una caja de empaque especial con relleno de franela en el interior para garantizar que el producto esté colocado de manera estable en el paquete y que la superficie no esté dañada. Para piezas de estampado grandes y pesadas, como grandes partes estructurales de automóviles, cajas de madera contrachapada o cajas de acero son opciones más adecuadas. Estos materiales son fuertes y pueden soportar una mayor presión para garantizar la seguridad del producto.
Los requisitos de transporte también son una base importante para la formulación de soluciones de empaque. Si el producto necesita ser transportado a largas distancias por el mar y los ambientes marinos duros, como la alta humedad y el aerosol de sal, los materiales de empaque deben tener buenas propiedades a prueba de humedad y a prueba de óxido. El aceite contra la rompina se puede aplicar a la superficie del producto, y luego sellarse con película de plástico, y luego empaquetarse en una caja de madera. La cinta impermeable también se puede envolver alrededor del exterior de la caja de madera para mejorar aún más la protección. Si se transporta distancias cortas por tierra, puede centrarse en la conveniencia y la economía del embalaje y elegir materiales de embalaje relativamente ligeros, pero no puede ignorar la protección básica del producto.
También hay muchas opciones para el embalaje. Para algunas piezas de estampado frágiles y deformables, se puede usar el empaque de amortiguación. Use plásticos de espuma, esponjas, algodón de perlas y otros materiales de amortiguación para envolver el producto para absorber la energía de impacto. Para estampar piezas con requisitos de precisión dimensionales estrictos, se puede utilizar envases fijos. Se pueden usar moldes de plástico o madera personalizados para fijar el producto para evitar desplazamiento y agitación durante el transporte. Al mismo tiempo, se pueden usar envases combinados, envases de vacío y otros métodos de acuerdo con las características del producto para satisfacer las necesidades de embalaje de diferentes productos.
En resumen, la formulación de un plan de envasado razonable es un proceso de consideración integral de muchos factores. Es necesario seleccionar de manera flexible los materiales de embalaje y los métodos de embalaje de manera flexible de acuerdo con la situación real del producto para garantizar la seguridad del producto durante el transporte y el almacenamiento.
(Ii) Entrega de productos y seguimiento postventa
La entrega del producto es el último paso de todo el proceso de producción y un enlace clave en la conexión directa entre la empresa y el cliente. La suavidad del proceso afecta directamente la experiencia del cliente. Cuando las piezas de estampado de metal están empaquetadas, ingresan al proceso de entrega. El primero es la verificación del pedido. Los departamentos relevantes de la Compañía deben verificar cuidadosamente la información del pedido, incluido el modelo de producto, las especificaciones, la cantidad, la dirección de entrega, la información de contacto del cliente, etc., para garantizar que el producto entregado sea completamente consistente con el pedido del cliente para evitar errores de entrega debido a información incorrecta.
Luego está el acuerdo de transporte. Elija el método de transporte apropiado de acuerdo con las necesidades del cliente y las características del producto. Para pedidos urgentes o clientes cercanos a la distancia, se puede seleccionar el transporte por carretera. Tiene alta flexibilidad y velocidad rápida de transporte, y puede entregar rápidamente productos a los clientes; Para grandes cantidades de bienes y largas distancias, el transporte ferroviario o el transporte marítimo es más económico. Al elegir una empresa de transporte, es necesario evaluar de manera integral su reputación, capacidad de transporte, calidad del servicio y otros factores para garantizar que el producto pueda transportarse de manera segura y a tiempo a la ubicación designada del cliente.
Durante el proceso de transporte, la compañía también necesita rastrear los bienes en tiempo real y mantenerse al tanto del estado de transporte de los bienes. A través de la plataforma de intercambio de información o el sistema de seguimiento de logística establecido con la compañía de transporte, la compañía puede consultar la ubicación de los bienes, la hora de llegada estimada y otra información en cualquier momento, y retroalimentar esta información al cliente de manera oportuna, para que el cliente pueda comprender el progreso de la ejecución del pedido y mejorar la confianza del cliente.
La entrega de productos a los clientes no significa el final de todo el proceso comercial. Los servicios de seguimiento posteriores a la venta también son cruciales. El seguimiento posterior a la venta es un medio importante para que las empresas mantengan las relaciones con los clientes y mejoren la reputación corporativa. Las empresas deben establecer un mecanismo de seguimiento posterior a la presentación y tomar la iniciativa de contactar a los clientes dentro de un cierto período de tiempo después de que se entregue el producto para comprender el uso y la satisfacción del cliente con el producto.
Si los clientes se encuentran con problemas o problemas de calidad de retroalimentación durante el uso, la empresa debe responder rápidamente, organizar al personal de venta de venta profesional para comunicarse con los clientes, comprender el problema en detalle y proporcionar soluciones de manera oportuna. Para algunas preguntas simples, como preguntas sobre cómo usar el producto, el personal de posiciones postales puede proporcionar a los clientes respuestas y orientación detalladas a través del teléfono, el correo electrónico o el servicio al cliente en línea; Para problemas de calidad más complejos, la compañía debe organizar rápidamente el personal técnico para ir al sitio del cliente para manejarlos, reparar, reemplazar o devolver los productos problemáticos, y garantizar que los intereses del cliente no sean perjudicados.
Al mismo tiempo, la compañía debe realizar un análisis en profundidad y resumen de los problemas informados por los clientes, y retroalimentar esta información al departamento de producción y al departamento de control de calidad para mejorar y optimizar el proceso de producción y la calidad del producto, y evitar problemas similares de recurrencia en la producción posterior. A través de buenos servicios de seguimiento posterior a la venta, la compañía no solo puede resolver los problemas de los clientes de manera oportuna y mejorar la satisfacción del cliente, sino también obtener información valiosa de los comentarios de los clientes, promover el desarrollo sostenible de la empresa, mejorar la competitividad de la compañía en el mercado y ganar más clientes y participación de mercado para la compañía.
Ix. Mirando hacia el futuro: innovación y desarrollo tecnológico
En la ola de cambios continuos en la industria de la fabricación global, la industria de procesamiento de partes de estampado de metales se encuentra en un nuevo punto de partida histórico y enfrenta oportunidades y desafíos sin precedentes. Con el rápido desarrollo de la ciencia y la tecnología, la automatización y las tecnologías inteligentes están cambiando con cada día que pasa, los nuevos materiales y los nuevos procesos están constantemente emergiendo, y el concepto de desarrollo sostenible se está volviendo cada vez más popular. Estos han señalado la dirección para el desarrollo futuro de la industria de procesamiento de piezas de estampado de metales. La discusión sobre la tendencia de desarrollo futura de la industria no solo ayudará a las empresas a planificar con anticipación y aprovechar las oportunidades de mercado, sino que también brindará un fuerte apoyo para el desarrollo saludable y sostenible de toda la industria.
(I) Tendencias en automatización e inteligencia
La tecnología inteligente de fabricación y automatización se está integrando en el campo del procesamiento de piezas de estampado de metales a una velocidad sin precedentes, lo que aporta cambios revolucionarios al desarrollo de la industria. La línea de producción automatizada juega un papel clave en el procesamiento de piezas de estampado de metal. Puede realizar la operación completa de automatización de procesos desde la carga de materia prima, el procesamiento de estampado a la descarga de productos terminados. A través de la línea de producción automatizada, cada enlace en el proceso de producción está estrechamente conectado, lo que reduce en gran medida la intervención manual y evita efectivamente los errores operativos y los problemas de calidad causados por los factores humanos, mejorando significativamente la eficiencia de producción y la estabilidad de la calidad del producto.
Tome el campo de fabricación de automóviles como ejemplo. En la línea de producción de estampado de los cuerpos de automóviles, el equipo automatizado puede completar de manera rápida y precisa el procesamiento de estampado de partes de varias formas complejas. Estos equipos automatizados están equipados con sensores avanzados y sistemas de control, que pueden monitorear varios parámetros en el proceso de estampado en tiempo real, como presión, velocidad, posición, etc., y ajustar automáticamente de acuerdo con el programa preestablecido para garantizar que la precisión dimensional y la calidad de la superficie de las piezas de estampado cumplan con los estándares estrictos. En comparación con el método tradicional de producción de estampado manual, la eficiencia de producción de la línea de producción automatizada se puede aumentar varias veces o incluso docenas de veces, y la tasa de desechos del producto se reduce considerablemente, lo que aporta enormes beneficios económicos a las empresas de fabricación de automóviles.
La operación del robot también se ha utilizado ampliamente en el procesamiento de piezas de estampado de metal. Los robots industriales tienen alta flexibilidad y precisión, y pueden completar varias tareas de estampado difíciles en entornos de trabajo complejos. Pueden ajustar de manera flexible la trayectoria de movimiento y la resistencia de acuerdo con diferentes requisitos del proceso de estampado para lograr un procesamiento preciso de estampado de partes de diferentes formas y tamaños. En el procesamiento de estampado de partes metálicas de algunos equipos electrónicos de precisión, los robots pueden producir piezas de estampado con precisión dimensional del nivel de micrómetro con su operación de alta precisión, cumpliendo con los requisitos estrictos de la industria electrónica para una alta precisión de piezas.
Además, los robots se pueden integrar sin problemas con las líneas de producción automatizadas para lograr una alta automatización e inteligencia en todo el proceso de producción. En una línea de producción automatizada típica de estampado, los robots pueden ser responsables del manejo de materias primas, la carga y descarga de piezas de estampado, y la clasificación de productos terminados, y trabajar en colaboración con equipos de estampado y otros dispositivos automatizados para formar un sistema de producción eficiente e inteligente. Este modelo de producción que combina automatización e inteligencia no solo mejora la eficiencia de producción y la calidad del producto, sino que también reduce los costos laborales y los riesgos operativos de la compañía, y mejora la competitividad de la compañía en el mercado.
(Ii) Exploración de nuevos materiales y nuevos procesos
La investigación y el desarrollo y la aplicación de nuevos materiales metálicos han traído nuevas oportunidades de desarrollo a la industria de procesamiento de piezas de estampado de metales. Los materiales livianos de alta resistencia, como acero de alta resistencia, aleación de aluminio, aleación de magnesio, etc., han recibido una amplia atención y aplicación en los campos de automóviles, aeroespaciales, etc. debido a su alta resistencia y baja densidad. En la fabricación de automóviles, el uso de aleaciones de acero y aluminio de alta resistencia para fabricar piezas estructurales del cuerpo y cubrir piezas puede reducir efectivamente el peso del cuerpo, reducir el consumo de combustible y, al mismo tiempo, mejorar la resistencia y la seguridad del cuerpo.
Tome la aleación de aluminio como ejemplo. Su densidad es aproximadamente un tercio de la del acero, pero su resistencia puede cumplir con los requisitos de uso de las piezas automotrices. A través del estampado, las aleaciones de aluminio se pueden convertir en varias formas complejas de piezas automotrices, como bloques de motor, puertas, ruedas, etc. Estas piezas de estampado de aleación de aluminio no solo son livianos, sino que también tienen una buena resistencia a la corrosión y un rendimiento de disipación de calor, lo que ayuda a mejorar el rendimiento general y la vida útil del servicio del automóvil. Sin embargo, dado que el rendimiento de estampado de las aleaciones de aluminio es diferente del del acero tradicional, se deben desarrollar nuevos procesos y troqueles de estampado de acuerdo con sus características durante el proceso de estampado para garantizar la calidad y la precisión de las piezas de estampado.
Como proceso de estampado avanzado, el proceso de estampado de matriz progresivo de la estación múltiple tiene ventajas significativas en el procesamiento de piezas de estampado de metal. Puede completar múltiples procesos de estampado en un dado, y a través de acciones de estampado continuas, las materias primas se procesan gradualmente en las piezas de estampado requeridas. La característica más importante de este proceso es la alta eficiencia de producción, que puede realizar una producción automatizada de alta velocidad y es adecuada para la producción en masa de pequeñas piezas de estampado de precisión. En la producción de componentes electrónicos, el proceso de estampado de matriz progresivo de la estación múltiple puede estampar tiras de metal en múltiples capas de componentes electrónicos o pines al mismo tiempo, con una eficiencia de producción extremadamente alta, que puede satisfacer la demanda de la industria electrónica de grandes cantidades y una alta precisión de piezas.
Además, el proceso de estampado de matriz progresivo de la estación múltiple también puede reducir el número de troqueles y el número de reemplazos, reduciendo los costos de producción y los ciclos de producción. Dado que todos los procesos de estampado se completan en el mismo dado, se evitan los errores causados por múltiples sujeciones y posicionamiento en el proceso de estampado tradicional, mejorando así la precisión y consistencia de las piezas de estampado. Al mismo tiempo, al optimizar la estructura del troquel y los parámetros del proceso de estampado, la calidad y la eficiencia de producción de las piezas de estampado pueden mejorarse aún más, inyectando una nueva vitalidad en el desarrollo de la industria de procesamiento de piezas de estampado de metal.
(Iii) Consideración del desarrollo sostenible
En el contexto de la defensa global del desarrollo sostenible, la industria de procesamiento de partes de estampado de metales también ha respondido positivamente y ha adoptado una serie de medidas para ahorrar energía y reducir las emisiones y reciclar recursos para lograr objetivos de desarrollo sostenibles. En términos de conservación de energía y reducción de emisiones, las empresas reducen el consumo de energía en el proceso de estampado al optimizar los parámetros del proceso de estampado, como ajustar razonablemente la velocidad de estampado, la presión y el accidente cerebrovascular. Se utilizan equipos de estampado de ahorro de energía, como servo prensas. En comparación con las prensas mecánicas tradicionales, las prensas de servo pueden controlar con precisión la velocidad y el par del motor de acuerdo con las necesidades reales del proceso de estampado, evitando el desperdicio de energía y logrando efectos significativos de ahorro de energía.
En términos de reciclaje de recursos, se genera una gran cantidad de materiales de desecho, como restos y piezas de estampado desechadas, durante el procesamiento de piezas de estampado de metal. Las empresas recolectan, reciclan y reutilizan estos materiales de desecho al establecer un sistema de reciclaje de desechos completo. Los restos se funden y procesan, y se rehicen en láminas de metal u otros productos de metal, lo que realiza el reciclaje de recursos, reduce la demanda de nuevas materias primas, reduce los costos de producción y también reduce la contaminación de los desechos al medio ambiente.
Algunas compañías avanzadas también están explorando procesos y materiales de estampado más amigables con el medio ambiente, como el uso de lubricantes a base de agua para reemplazar los lubricantes tradicionales a base de petróleo, reduciendo la contaminación de la volatilización de lubricantes al medio ambiente; Desarrollo de materiales de died de estampado degradable para reducir el impacto del desguace de matriz en el medio ambiente. A través de estos esfuerzos, la industria de procesamiento de piezas de estampado de metales ha hecho contribuciones positivas a la protección del medio ambiente al tiempo que logran el desarrollo económico, y constantemente avanza hacia el objetivo del desarrollo sostenible.
Proporcionarle las últimas noticias empresariales e industriales.
2024-09-24¿Cuál es el mejor metal para piezas de estampado de metal?
2025-06-10Su dirección de correo electrónico no se publicará. Los campos requeridos están marcados *

El complemento electrónico de acero inoxidable estampado es un componente de ingeniería de precisión fabricado con técnicas de estampado avanzadas. Hecho de acero inoxidable de alta calidad, esta p...
Ver detalles
Nuestra junta de automóvil de acero inoxidable resistente a la temperatura de alta temperatura está diseñada para el rendimiento en aplicaciones automotrices que requieren durabilidad en condicione...
Ver detalles
El deflector de aceite de hierro estampado es un componente crítico en los sistemas de motor y transmisión, diseñado para administrar y controlar el flujo de aceite dentro de los conjuntos mecánico...
Ver detalles
La carcasa de sellado del condensador de hierro es un componente de metal estampado de precisión diseñado para encasar y proteger condensadores, asegurando su rendimiento y confiabilidad a largo pl...
Ver detalles
Las piezas de estampado de componentes del convertidor de par motor de hierro son componentes de ingeniería de precisión diseñados específicamente para convertidores de par en sistemas de tren motr...
Ver detalles
Nuestro soporte de montaje de hierro es una solución de soporte robusta, versátil y altamente duradera diseñada para una amplia gama de aplicaciones industriales y comerciales. Construido a partir ...
Ver detalles
La placa de ajustador de asiento estampado de hierro de 65 mn es un componente de estampado de metal con diseñamiento de precisión hecho de acero alto en carbono (65 mn), un material conocido por s...
Ver detalles
El soporte de compromiso de engranaje de hierro es un componente robusto y diseñado por la precisión diseñado para garantizar la participación segura y eficiente de los engranajes en varios sistema...
Ver detalles
Nuestra brida de acero automotriz está diseñada para precisión, durabilidad y rendimiento excepcional en varias aplicaciones automotrices. Hecho de acero al carbono de alta calidad, acero inoxidabl...
Ver detalles
Nuestra cubierta de silencio de aluminio de hierro es una solución duradera y de alto rendimiento diseñada para reducir efectivamente el ruido y la vibración en una amplia gama de aplicaciones indu...
Ver detalles
Nuestra jaula de rodamiento de paredes delgadas de cobre es un componente esencial diseñado para su uso en rodamientos de precisión, ofreciendo durabilidad y rendimiento eficiente en diversas aplic...
Ver detalles
Los pines de cobre con estateado son conectores eléctricos con ingeniería de precisión diseñados para proporcionar un rendimiento confiable y eficiente en una amplia gama de aplicaciones. Hecho de ...
Ver detallesdatos de contacto
Address: No.6 Qiasheng North Road, Caoqiao Industrial Park, Town Xueyan, distrito de Wujin, ciudad de Changzhou, provincia de Jiangsu
TEL: 86-15050692548
Si está interesado en nuestros productos, consulte