简体中文
简体中文
NOTICIAS
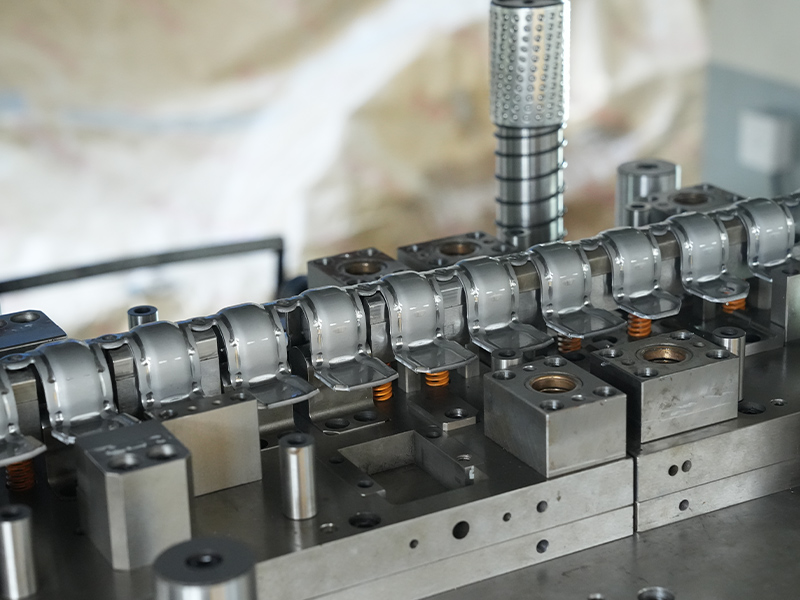
Hogar / Noticias / Noticias de la industria / Procesos de fabricación de carcasas de válvulas solenoides de hierro estampado de alta precisión

Nuestra junta de automóvil de acero inoxidable resistente a la temperatura de alta temperatura está diseñada para el rendimiento en aplicaciones automotrices que requieren durabilidad en condicione...
Ver detalles
Nuestra junta de sellado de turbo de acero inoxidable está diseñada para aplicaciones de alto rendimiento en motores turboalimentados, proporcionando un sello robusto y confiable para evitar la fug...
Ver detalles
Nuestra junta de hierro es una solución de sellado de alto rendimiento diseñada para proporcionar un rendimiento duradero y confiable en una amplia gama de aplicaciones industriales. Fabricado con ...
Ver detalles
El conjunto de núcleo de la válvula de hierro estampado se fabrica utilizando tecnología de estampado y está hecho de material de hierro de alta calidad, estampado con precisión en forma. Este comp...
Ver detalles
Nuestro soporte de acero automotriz resistente a la corrosión está diseñado para la durabilidad y el rendimiento en aplicaciones automotrices exigentes. Hecho a partir de acero resistente a la corr...
Ver detalles
Nuestra brida de acero automotriz está diseñada para precisión, durabilidad y rendimiento excepcional en varias aplicaciones automotrices. Hecho de acero al carbono de alta calidad, acero inoxidabl...
Ver detalles
Nuestra cubierta de silencio de aluminio de hierro es una solución duradera y de alto rendimiento diseñada para reducir efectivamente el ruido y la vibración en una amplia gama de aplicaciones indu...
Ver detalles
El conjunto de la aguja del pin de la válvula solenoide de cobre estañado es un componente de ingeniería de precisión diseñado para mejorar el rendimiento y la confiabilidad de las válvulas solenoi...
Ver detalles
Los conectores de bronce de fósforo son componentes eléctricos de ingeniería de precisión hechas de una aleación de cobre que combina cobre, estaño y fósforo. Este material especializado ofrece una...
Ver detalles
El pasador de la válvula solenoide de la bomba de agua plateada de cobre es un componente de alto rendimiento y ingeniería de precisión diseñado para la funcionalidad en las válvulas solenoides de ...
Ver detalles
El amortiguador de placa de zinc puro es una solución duradera y de alto rendimiento diseñada para mejorar la funcionalidad y la longevidad de varias maquinarias y equipos. Construido a partir de m...
Ver detalles
Nuestra carcasa Galvanized Sheet Motor ofrece una protección robusta y longevidad para una amplia gama de motores eléctricos utilizados en diversas industrias. Hecho a partir de acero galvanizado d...
Ver detallesdatos de contacto
Address: No.6 Qiasheng North Road, Caoqiao Industrial Park, Town Xueyan, distrito de Wujin, ciudad de Changzhou, provincia de Jiangsu
TEL: 86-15050692548
Si está interesado en nuestros productos, consulte